Resposta rápida
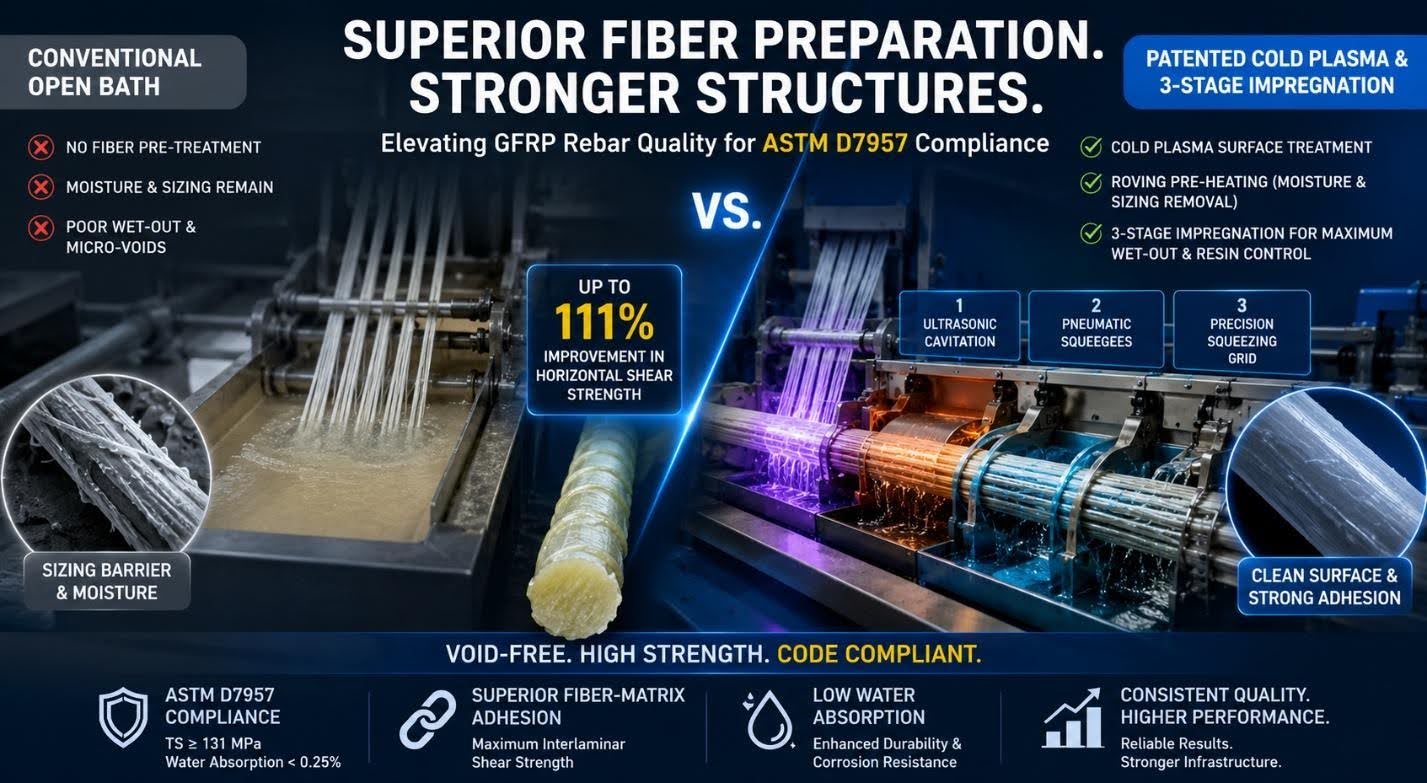
- Problema: As linhas de pultrusão padrão utilizam banhos abertos básicos sem nenhum pré-tratamento de fibras, resultando em umidade retida, barreiras de colagem orgânica, microvazios e baixa adesão da resina.
- A solução: A Composite-Tech utiliza um pré-tratamento patenteado de condicionamento de fibras, aliado a um avançado banho de impregnação em 3 estágios, para obter uma adesão perfeita entre a fibra e a resina.
- Tratamento com plasma frio: O plasma atmosférico não térmico altera a estrutura molecular da fibra de vidro/basalto, introduzindo grupos funcionais polares que aumentam drasticamente a energia superficial e a adesão da resina.
- Pré-aquecimento do roving: O condicionamento térmico evapora a umidade retida e queima os formadores de película de silano orgânico, criando sítios ativos perfeitos e liberando espaço microscópico para uma penetração profunda da resina.
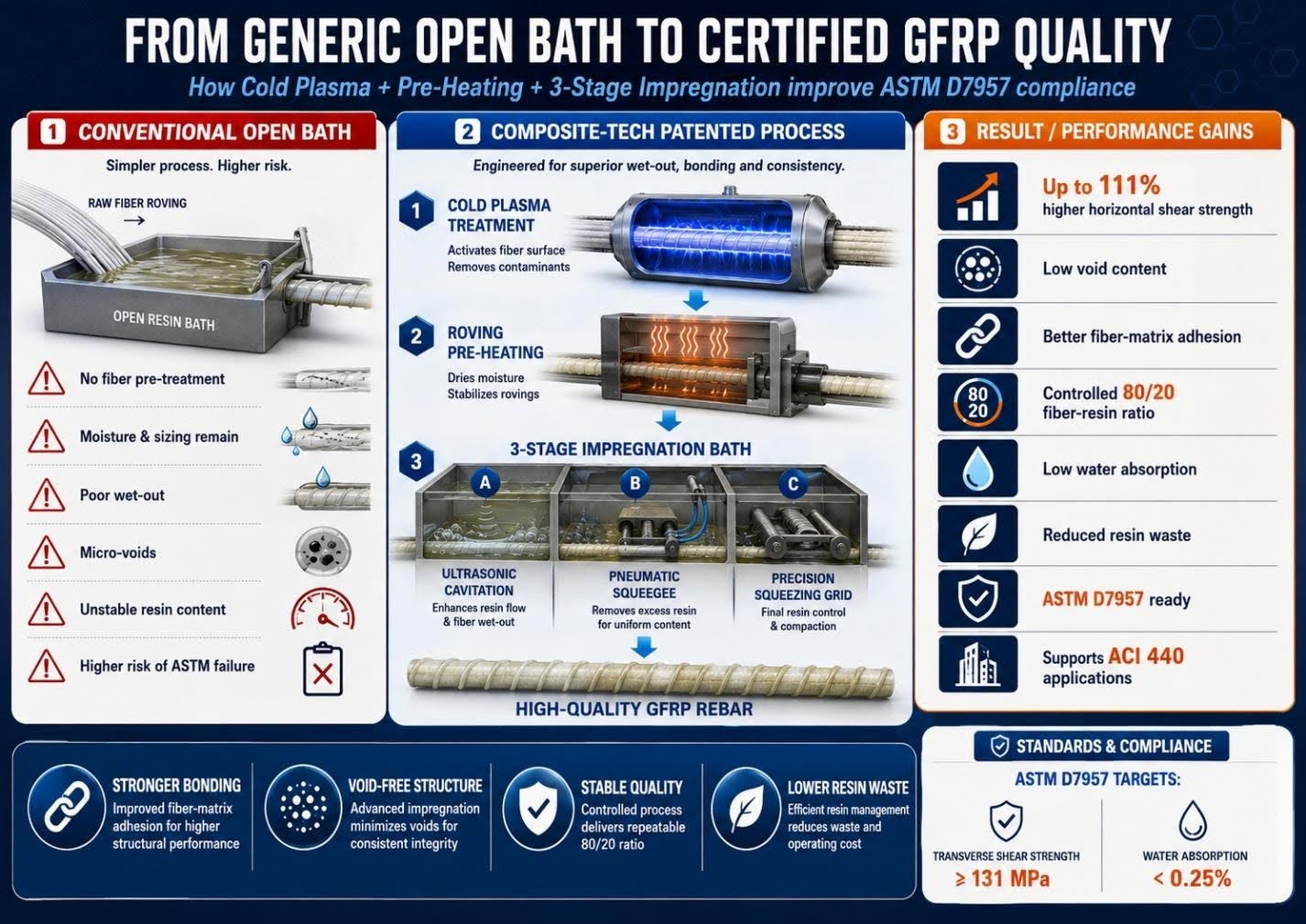
- Impregnação em 3 Estágios: Integra cavitação ultrassônica para abrir feixes de fibras, rodos pneumáticos para impregnação mecânica forçada e uma grade de compressão de precisão que simultaneamente remove o excesso de resina e força a saturação profunda, regulando rigorosamente as proporções de resina para fibra.
- Ganho de desempenho: Esta cadeia técnica produz compósitos sem vazios com uma melhoria de até 111% na resistência ao cisalhamento horizontal e conformidade garantida com a norma ASTM D7957.
Por que isso é importante?
Para compradores B2B que avaliam máquinas de pultrusão, a preparação da superfície da fibra e a impregnação são os principais determinantes da qualidade do produto. O mercado global de vergalhões de compósito deverá atingir 1,68 bilhão de dólares até 2035, mas normas estruturais rigorosas como ACI 440.11-22 e ASTM D7957 É necessário um mínimo de resistência ao cisalhamento transversal e uma taxa de absorção de água inferior a . As máquinas básicas de banho aberto não conseguem atender a esses requisitos, pois não removem a camada orgânica e a umidade que impedem a ligação química entre a fibra e a matriz de resina. O pré-tratamento patenteado e o processo estruturado de banho úmido em 3 estágios da Composite-Tech eliminam as causas principais da degradação do compósito, garantindo que sua instalação produza consistentemente produtos certificados e de qualidade para infraestrutura.
A Química da Adesão: Por que o Revestimento e a Umidade são os Inimigos do PRFV (Plástico Reforçado com Fibra de Vidro)
As fibras de vidro e basalto são fabricadas com um revestimento superficial orgânico chamado colagem (formadores de filme polimérico, agentes de acoplamento de silano e lubrificantes) para protegê-las da abrasão durante o enrolamento. Embora a colagem seja necessária para o manuseio, ela representa uma grande barreira física para a pultrusão de alto desempenho.
1. A barreira de silano e lubrificante
A espessa camada de parafina e silano de grau industrial aplicada às fibras de sílica brutas impede que resinas termofixas modernas (como epóxi ou vinil éster) alcancem contato em nível molecular com o núcleo de sílica. Essa baixa impregnação deixa lacunas microscópicas ao longo da interface da fibra.
2. Contaminação por umidade
A fibra de vidro é altamente hidrofílica e absorve a umidade do ambiente. Se essa umidade for puxada diretamente para o banho de resina, ela interrompe a cinética de polimerização da resina, levando à cura incompleta, microvazios e severa suscetibilidade a longo prazo ao ataque alcalino proveniente das soluções dos poros do concreto.
Por que isso é importante para os fabricantes: Sem modificação ativa da superfície e preparação térmica, a resistência ao cisalhamento interlaminar (ISS) da barra de reforço acabada variará muito, causando rejeições de lotes durante os testes de laboratório de terceiros.
Pré-tratamento para condicionamento de fibras: Inovação patenteada da Composite-Tech
Antes mesmo que as fibras entrem em contato com o banho de resina, Linhas Composite-Tech Submeter a mecha a um processo de condicionamento em duas fases que prepara a superfície para máxima adesão:
Fase 1: Modificação de superfície por plasma frio patenteado
Composite-Tech é pioneira mundial na integração de plasma frio fora do equilíbrio (plasma atmosférico de baixa temperatura) diretamente na linha de pultrusão.
- A física: À medida que o fio condutor passa pelo campo de plasma de descarga de barreira dielétrica localizada (DBD), espécies altamente reativas (íons, radicais livres, átomos excitados e fótons UV) bombardeiam a superfície da fibra.
- A química: Este bombardeio quebra as ligações inertes de carbono-hidrogênio na superfície da fibra e implanta grupos funcionais contendo oxigênio (como hidroxila, carbonila e carboxila).
- Resultado: O ângulo de contato da fibra com a água diminui drasticamente e a energia livre superficial aumenta significativamente. Isso cria uma superfície ultrapolar e altamente molhável que "atrai" quimicamente a resina, otimizando a adesão interfacial em nível molecular.
Fase 2: Pré-aquecimento do roving em alta temperatura
Imediatamente após a ativação do plasma, as fibras entram em um pré-aquecedor de roving fechado e de alta eficiência.
- Eliminação de umidade: Operando em temperaturas industriais calibradas, este módulo evapora completamente a umidade profundamente alojada nos feixes de fibras.
- Degradação térmica durante a colagem: O calor intenso termaliza e degrada o excesso de parafina orgânica e os formadores de película lubrificante presentes na mecha de tecido.
- Abertura de Espaço: Este processo "abre" o espaço microscópico entre os filamentos individuais, deixando sítios ativos limpos e termicamente ativados, prontos para absorver a matriz polimérica.
Banho de Impregnação Úmida em 3 Estágios: Alcançando a Saturação 100%
Após as fibras estarem quimicamente ativas, secas e limpas, elas entram no Módulo de Impregnação da Composite-Tech. Ao contrário dos tanques de imersão básicos, onde as fibras simplesmente flutuam na resina líquida, a Composite-Tech utiliza um banho de 3 estágios altamente projetado para obter uma impregnação completa:
Etapa A: Cavitação ultrassônica
O primeiro compartimento do banho aquecido está equipado com transdutores ultrassônicos que emitem ondas de alta frequência () diretamente na matriz de resina líquida.
- Essa energia induz cavitação transitória, criando microbolhas que se expandem e colapsam rapidamente.
- Os microjatos resultantes dispersam violentamente quaisquer microbolhas de ar aprisionadas restantes e forçam a resina para o interior do feixe de fibras em movimento, conseguindo uma impregnação perfeita dos filamentos do núcleo.
Etapa B: Prensagem com rodo pneumático
À medida que os filamentos avançam, passam por baixo de um rodo mecânico robusto controlado por cilindros pneumáticos de alta precisão.
- O rodo pneumático exerce pressão mecânica contínua e controlada sobre a folha de fibra em movimento, empurrando e pressionando fisicamente a resina líquida para dentro dos espaços entre as fibras.
Etapa C: Grade de compressão de precisão calibrada
Antes de sair do banho, a mecha de fibra umedecida passa por uma grade de compressão projetada especificamente para esse fim (отжимная решетка).
- Essa grade desempenha uma dupla função: simultaneamente, ela espreme qualquer excesso de resina na superfície — evitando o desperdício de material — enquanto pressiona mecanicamente o aglutinante restante para dentro do núcleo.
- Esse mecanismo permite que a máquina regule com precisão a proporção resina-fibra (fibra-resina em peso), garantindo que não haja excesso de resina e mantendo uma saturação profunda e uniforme.
Por que isso é importante para os engenheiros: Controlar a proporção exata de fibra para resina evita áreas com excesso de resina ou com pouca fibra, que são a principal causa de microfissuras e distorções de forma durante a fase de cura.
Matriz de Desempenho Técnico: Linhas de Tecnologia Composta vs. Linhas Genéricas
| Capacidade/Módulo | Linhas de Pultrusão Genéricas | Linhas patenteadas da Composite-Tech | Significado técnico e comercial |
|---|---|---|---|
| Pré-aquecimento do roving | Nenhuma (fibras frias e úmidas entram no banho) | Sim (remoção de umidade e goma) | Elimina defeitos de cura e vazios induzidos pela umidade. |
| Preparação da superfície da fibra | Nenhuma (fibras inertes têm baixa energia superficial) | DBD de plasma frio patenteado | Multiplica a resistência da ligação fibra-resina em nível molecular. |
| Tecnologia de Impregnação | Tanque de imersão básico / banho aberto | Banho úmido de 3 estágios (EUA + rodo + grade) | Garante conteúdo vazio (padrão ASTM D7957). |
| Controle de Volume de Resina | Cartões de limpeza manual (inconsistentes) | Grade de compressão pneumática calibrada | Dosagem precisa de resina; previne zonas frágeis com excesso de resina. |
| Taxa de desperdício de resina | 3%–8% do consumo total | < 1,5% devido à reciclagem ativa da rede | Economia direta de matéria-prima de até $15.000 anualmente por linha. |
| Fornos e pré-cura | Somente aquecimento por convecção | Amplificador de infravermelho de ondas curtas + fornos multizona | Inicia a cura de dentro para fora; aumenta a velocidade da linha. |
| Método de resfriamento | Jato direto de água fria (choque térmico) | 2 estágios: Ar controlado + Água | Previne microfissuras e delaminação estrutural. |
Análise Econômica: Eficiência de Materiais e Controle de Resinas
A resina é o material mais caro. matéria-prima Componente na fabricação de compósitos, com custo aproximado de tely $3,00/kg para epóxi ou vinil éster de alta qualidade. O controle do consumo de resina é crucial para a lucratividade da fábrica.
Cálculo do custo da resina por metro (#3 / vergalhão de 10 mm)
Para vergalhões de GFRP de 10 mm com peso aproximado de tely:
- Composição alvo: fibra de vidro () e matriz de resina ().
- Custo ideal da resina por metro:
O Custo da Ineficiência (Banheira Aberta Genérica)
Sem a grade de compressão pneumática da Composite-Tech, as máquinas genéricas sofrem com a variação do teor de resina, muitas vezes operando no limite do teor de resina (ou desperdiçando material em excesso por escorrimento):
- Consumo de resina em 25%: de resina.
- Custo da resina por metro:
- Custo excedente: $0,0225 por metro de resina desperdiçada.
Com uma produção anual de 4,25 milhões de metros em uma linha CT6:
Por que isso é importante para os proprietários de empresas: O rodo calibrado e a grade de precisão da Composite-Tech mantêm as proporções de material perfeitamente equilibradas. O desperdício de resina é eliminado, economizando cerca de £1.000.000 por ano por linha em custos operacionais.
Lista de verificação prática: como garantir a conformidade com as normas ASTM D7957 e ACI 440
- Ativar plasma frio: Certifique-se de que a tocha de plasma DBD esteja funcionando com um campo elétrico estável para maximizar a energia da superfície da fibra.
- Calibrar o secador de mechas: Ligue o pré-aquecedor de mechas a uma temperatura mínima para evaporar a umidade antes do contato da fibra com a resina.
- Ajuste a queima do dimensionamento: Monitore as temperaturas da mecha para garantir a degradação térmica completa do excesso de lubrificantes orgânicos.
- Ajuste a frequência ultrassônica: Ajuste o banho de cavitação para quebrar ativamente a compactação do feixe de fibras sem danificá-las.
- Ajuste a pressão da espátula: Ajuste a pressão do cilindro pneumático da espátula para corresponder ao perfil de viscosidade do seu sistema de resina.
- Calibrar a grade de compressão: Certifique-se de que a grade calibrada esteja limpa de resina gelificada e alinhada para manter a fração de volume de fibra alvo ().
- Verificação dos Gradientes de Cura: Utilize a matriz de pultrusão aquecida multizona com precisão PID para garantir o grau de cura desejado. .
- Controle de Resfriamento: Certifique-se de que o módulo de resfriamento de dois estágios esteja funcionando (primeiro ar, depois água) para evitar microfissuras térmicas internas.
Perguntas frequentes: Questões técnicas detalhadas sobre impregnação por pultrusão
Por que a pultrusão por injeção fechada não é utilizada em suas máquinas?
A pultrusão por injeção fechada (CIP) funciona bem para perfis simples, mas apresenta grandes desvantagens para a fabricação de vergalhões com múltiplas linhas de produção. Ela exige matrizes de injeção altamente complexas e caras, que entopem facilmente ao usar resinas de cura rápida. Nosso pré-tratamento, combinado com o banho úmido de 3 estágios, atinge o mesmo baixo teor de vazios e zero desperdício, mas com manutenção e complexidade de configuração significativamente menores.
O que o plasma frio realmente faz com a fibra de vidro?
Cria micro-corrosões (nanorrugosidade) e implanta grupos de oxigênio polar ( , ) na superfície da fibra. Isso altera a natureza química da fibra, aumentando a molhabilidade da superfície e criando ligações covalentes com a matriz polimérica.
O pré-aquecimento do roving danifica a fibra de vidro?
Não. As fibras de vidro e basalto podem suportar temperaturas de até [inserir valor aqui] sem perder a integridade estrutural. O pré-aquecimento remove apenas os componentes orgânicos do revestimento e a umidade, o que é altamente benéfico para a adesão.
Como funciona o rodo pneumático?
O sistema utiliza um conjunto de cilindros pneumáticos para pressionar uma lâmina metálica calibrada (raspador/rodo) contra a folha de fibra em movimento. Isso força fisicamente a resina líquida a penetrar profundamente nas fibras, expelindo qualquer ar aprisionado.
Podemos usar éster vinílico e epóxi no mesmo banho?
Sim. O banho de aço inoxidável é compatível com resinas epóxi, vinil éster e poliéster. A limpeza e a troca do sistema de resina levam cerca de 1 hora.
Por que a grade de compressão é superior aos limpadores de borracha?
Os raspadores de borracha desgastam-se rapidamente, causando inconsistências no diâmetro das barras de aço. Nossa grade de compressão é feita de aço resistente ao desgaste, proporcionando uma folga mecânica fixa que garante estabilidade dimensional absoluta e teor preciso de resina.
O que acontece se a fibra de vidro não for pré-aquecida?
A umidade retida se expandirá dentro da matriz de cura aquecida, criando bolhas de vapor internas (delaminação) e microvazios, fazendo com que a armadura falhe no teste de absorção de água ASTM D7957.
Quantos operadores são necessários para operar uma linha CT6?
Apenas 1 operador é necessário por turno devido aos sistemas totalmente automatizados de alimentação, pré-tratamento, enrolamento e corte de fibras.
As suas linhas de produção são compatíveis com fibra de basalto (BFRP)?
Sim. O condicionamento das fibras e o banho de 3 estágios são altamente eficazes para fibras de basalto, que naturalmente requerem uma impregnação profunda para evitar a degradação alcalina.
Qual é a vida útil típica do sistema de filtragem em um banheiro?
A grade de filtragem integrada foi projetada para operação contínua e necessita apenas de limpeza mecânica durante a manutenção programada por turno.
Como você garante a Tg?
Ao combinar nosso acelerador de pré-cura por infravermelho de ondas curtas com fornos túnel aquecidos de 5 zonas, garantimos uma polimerização completa e uniforme em todo o núcleo e superfície da armadura.
Onde são fabricados os equipamentos da Composite-Tech?
Todas as nossas máquinas são projetadas e construídas em nossa moderna fábrica em Chisinau, Moldávia, e enviadas para todo o mundo.
Conclusão
Em 2026, a indústria de pultrusão não se resume mais à velocidade, mas sim à precisão certificável. Isso ocorre porque os códigos de construção globais adotam padrões rigorosos como ACI 440.11-22, Os fabricantes que dependem de sistemas obsoletos de banheira aberta estão sendo excluídos do mercado.
A tecnologia patenteada da Composite-Tech — que inclui ativação de superfície por plasma frio, pré-aquecimento do roving e banho de impregnação em 3 estágios — representa o ápice da engenharia de compósitos. Ao escolher nossos equipamentos, você investe em um sistema de produção automatizado e altamente rentável, que garante conformidade imediata, zero desperdício de material e desempenho de produto líder de mercado.
Pare de desperdiçar dinheiro com resíduos de resina e produtos não certificados. Entre em contato com nossa equipe de engenharia hoje mesmo para receber um projeto personalizado, um cálculo detalhado do retorno sobre o investimento em matéria-prima e uma demonstração de nossa tecnologia patenteada de plasma frio.
Saber mais: Perguntas frequentes – Equipamentos Composite-Tech e tecnologia GFRP