Respuesta rápida
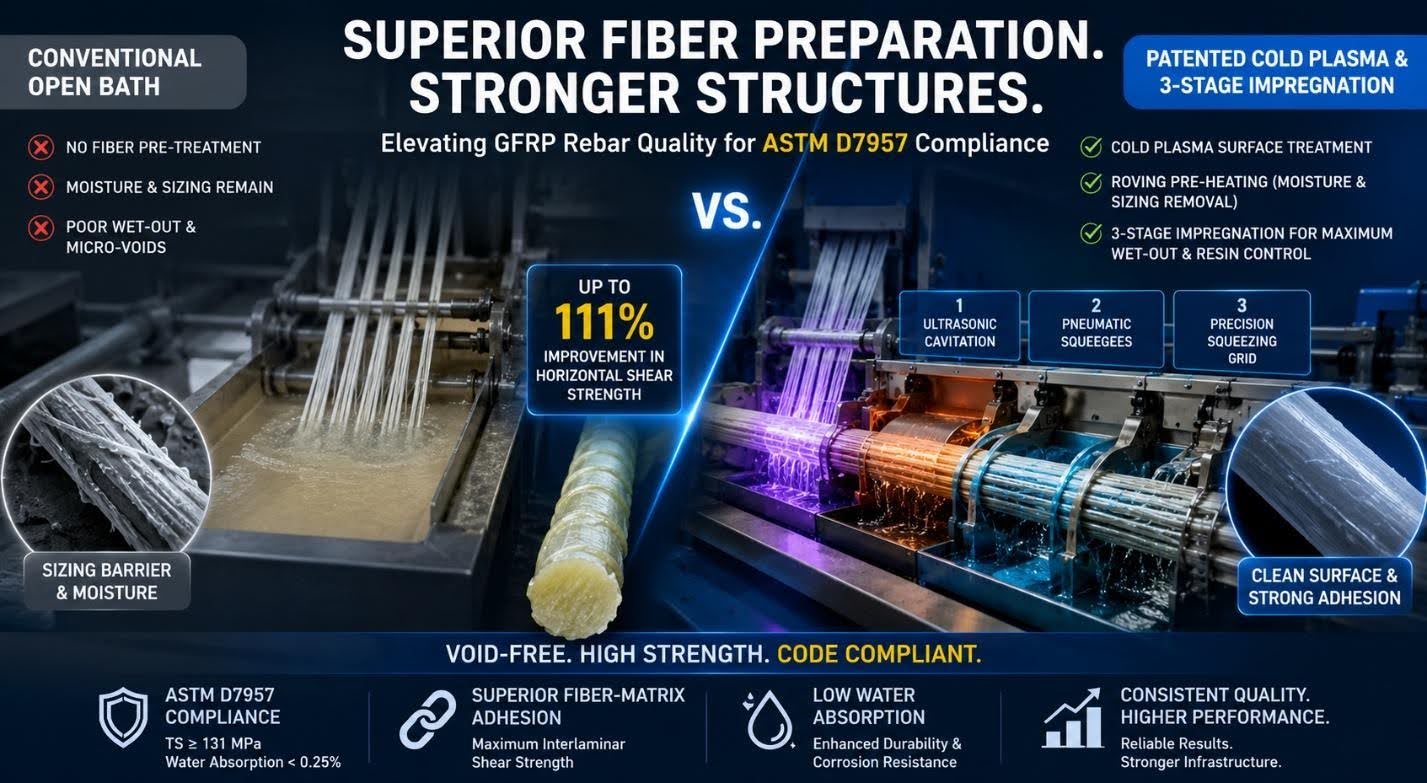
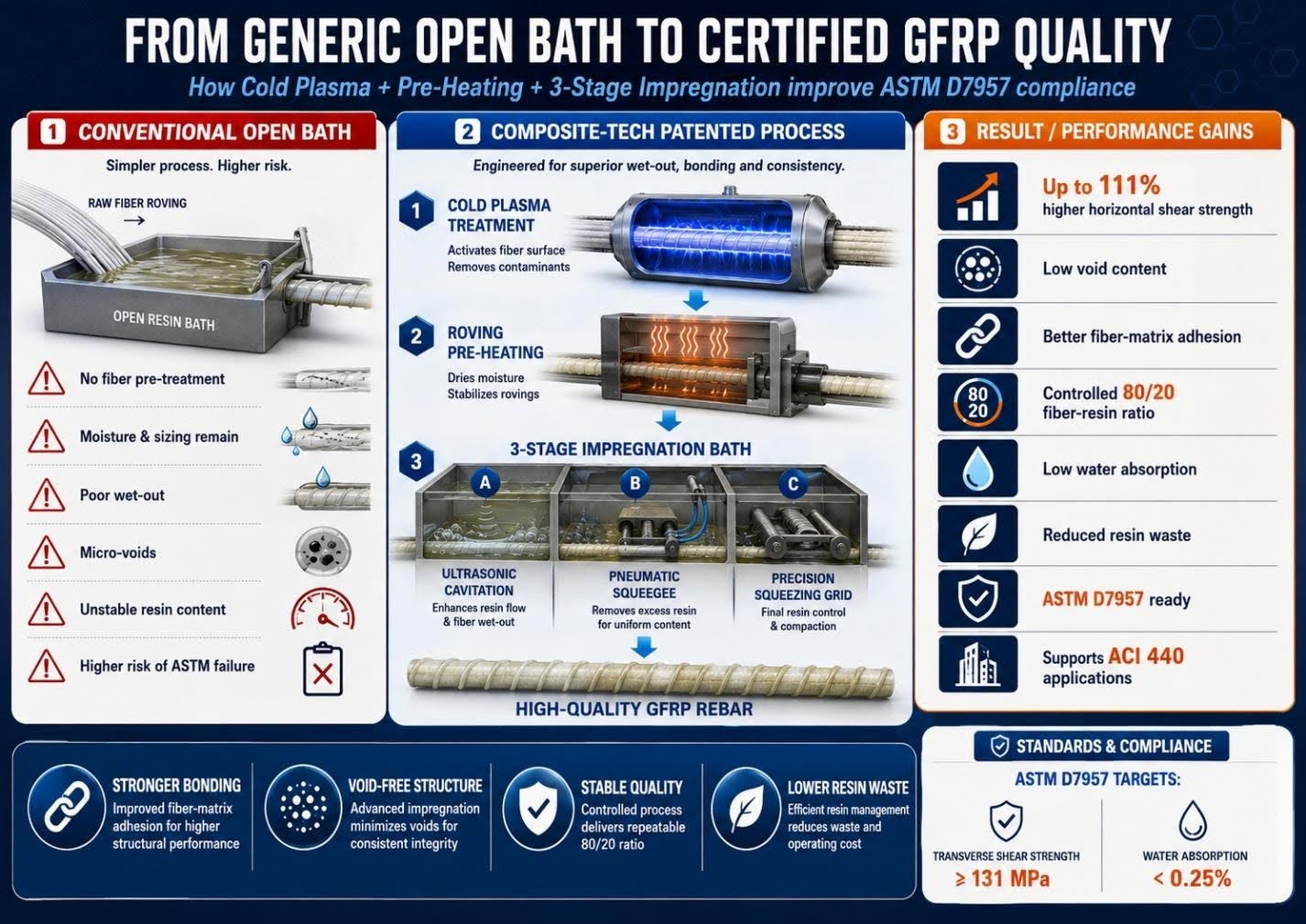
- El problema: Las líneas de pultrusión estándar utilizan baños abiertos básicos sin pretratamiento de la fibra, lo que provoca la retención de humedad, barreras de encolado orgánico, microvacíos y una mala adhesión de la resina.
- La solución: Composite-Tech utiliza un pretratamiento de acondicionamiento de fibras patentado, junto con un baño de impregnación avanzado de 3 etapas, para lograr una unión perfecta entre la fibra y la resina.
- Tratamiento con plasma frío: El plasma atmosférico no térmico altera la estructura molecular de la fibra de vidrio/basalto, introduciendo grupos funcionales polares que aumentan drásticamente la energía superficial y la adhesión de la resina.
- Precalentamiento de la fibra: El acondicionamiento térmico evapora la humedad atrapada y elimina los formadores de película de silano orgánico, creando sitios activos prístinos y liberando espacio microscópico para una penetración profunda de la resina.
- Impregnación en 3 etapas: Integra cavitación ultrasónica para abrir los haces de fibras, rasquetas neumáticas para una humectación mecánica forzada y una rejilla de compresión de precisión que simultáneamente comprime el exceso de resina y fuerza una saturación profunda, regulando estrictamente las proporciones de resina a fibra.
- Mejora del rendimiento: Esta cadena técnica produce compuestos sin poros con una mejora de hasta 111% en la resistencia al corte horizontal y garantiza el cumplimiento de la norma ASTM D7957.
Por qué esto es importante
Para los compradores B2B que evalúan maquinaria de pultrusión, la preparación de la superficie de la fibra y la impregnación son los determinantes finales de la calidad del producto. Se proyecta que el mercado mundial de barras de refuerzo compuestas alcance los 1680 millones de dólares para 2035, pero los códigos estructurales estrictos como ACI 440.11-22 y ASTM D7957 Requieren una resistencia mínima al corte transversal y una tasa de absorción de agua inferior a . Las máquinas básicas de baño abierto no pueden cumplir con estas métricas porque no eliminan el apresto orgánico ni la humedad que impiden la unión química entre la fibra y la matriz de resina. El pretratamiento patentado de Composite-Tech y su proceso estructurado de baño húmedo de 3 etapas eliminan las causas fundamentales de la degradación de los compuestos, lo que garantiza que su planta produzca de forma constante productos certificados de calidad para infraestructura.
La química de la adhesión: por qué el apresto y la humedad son los enemigos del GFRP.
Las fibras de vidrio y basalto se fabrican con un recubrimiento superficial orgánico llamado apresto (formadores de película polimérica, agentes de acoplamiento de silano y lubricantes) para protegerlas de la abrasión durante el bobinado. Si bien el apresto es necesario para su manipulación, representa una importante barrera física para la pultrusión de alto rendimiento.
1. La barrera de silano y lubricante
El grueso apresto de parafina y silano de grado industrial aplicado a las mechas en bruto impide que las resinas termoestables modernas (como el epoxi o el éster vinílico) alcancen un contacto a nivel molecular con el núcleo de sílice. Esta escasa humectación deja huecos microscópicos a lo largo de la interfaz de la fibra.
2. Contaminación por humedad
La fibra de vidrio es altamente hidrófila y absorbe la humedad ambiental. Si esta humedad se introduce directamente en el baño de resina, altera la cinética de polimerización de la resina, lo que provoca un curado incompleto, microvacíos y una mayor susceptibilidad a largo plazo al ataque alcalino de las soluciones de los poros del hormigón.
Por qué esto es importante para los fabricantes: Sin una modificación activa de la superficie y una preparación térmica, la resistencia al corte interlaminar (ISS) de las barras de refuerzo terminadas variará enormemente, lo que provocará el rechazo de lotes durante las pruebas de laboratorio de terceros.
Pretratamiento de acondicionamiento de fibras: la innovación patentada de Composite-Tech.
Antes de que las fibras entren en contacto con el baño de resina, Líneas de tecnología compuesta someter la fibra a un proceso de acondicionamiento de dos fases que prepara la superficie para una máxima adhesión:
Fase 1: Modificación de la superficie mediante plasma frío patentado
Composite-Tech Es pionera a nivel mundial en la integración de plasma frío en desequilibrio (plasma atmosférico de baja temperatura) directamente en la línea de pultrusión.
- La física: A medida que el hilo conductor pasa a través del campo de plasma de descarga de barrera dieléctrica (DBD) localizada, especies altamente reactivas (iones, radicales libres, átomos excitados y fotones UV) bombardean la superficie de la fibra.
- La química: Este bombardeo rompe los enlaces inertes de carbono-hidrógeno en la superficie de la fibra e implanta grupos funcionales que contienen oxígeno (como hidroxilo, carbonilo y carboxilo).
- El resultado: El ángulo de contacto del agua con la fibra disminuye drásticamente y la energía libre superficial aumenta considerablemente. Esto crea una superficie ultrapolar y altamente humectable que atrae químicamente la resina, optimizando la unión interfacial a nivel molecular.
Fase 2: Precalentamiento de la fibra a alta temperatura
Inmediatamente después de la activación por plasma, las fibras entran en un precalentador de roving cerrado y de alta eficiencia.
- Eliminación de la humedad: Este módulo, que funciona a temperaturas industriales calibradas, evapora por completo la humedad incrustada en los haces de fibra.
- Degradación térmica del encolado: El calor intenso termaliza y degrada el exceso de parafina orgánica y formadores de película lubricante en la fibra.
- Apertura de espacio: Este proceso “abre” el espacio microscópico entre los filamentos individuales, dejando sitios activos limpios y activados térmicamente, listos para absorber la matriz polimérica.
Baño de impregnación húmeda de 3 etapas: Logrando la saturación 100%
Una vez que las fibras están químicamente activas, secas y limpias, ingresan al Módulo de Impregnación Composite-Tech. A diferencia de los tanques de inmersión básicos donde las fibras simplemente flotan a través de la resina líquida, Composite-Tech utiliza un baño de 3 etapas de alta ingeniería para lograr una humectación absoluta:
Etapa A: Cavitación ultrasónica
El primer compartimento del baño calefactado está equipado con transductores ultrasónicos que emiten ondas de alta frecuencia () directamente en la matriz de resina líquida.
- Esta energía induce una cavitación transitoria, creando microburbujas que se expanden y colapsan rápidamente.
- Los microchorros resultantes dispersan violentamente cualquier microburbuja de aire atrapada restante y fuerzan la resina hacia el interior del haz de fibras en movimiento, logrando una impregnación perfecta de los filamentos centrales.
Etapa B: Prensado con rasqueta neumática
A medida que las mechas avanzan, pasan por debajo de una rasqueta mecánica de alta resistencia controlada por cilindros neumáticos de alta precisión.
- La escobilla neumática ejerce una presión mecánica continua y controlada sobre la lámina de fibra en movimiento, empujando y presionando físicamente la resina líquida hacia los huecos entre las fibras.
Etapa C: Rejilla de compresión de precisión calibrada
Antes de salir del baño, la lámina de fibra mojada pasa a través de una rejilla de compresión diseñada a medida (отжимная решетка).
- Esta rejilla cumple una doble función: simultáneamente, comprime el exceso de resina superficial, evitando así el desperdicio de material, al tiempo que presiona mecánicamente el aglutinante restante hacia el interior del núcleo.
- Este mecanismo permite a la máquina regular con precisión la proporción de resina y fibra (fibra a resina en peso), asegurando que no haya un exceso de escurrimiento de resina al tiempo que se mantiene una saturación profunda y uniforme.
Por qué esto es importante para los ingenieros: Gestionar la proporción exacta de fibra y resina evita la aparición de zonas con exceso de resina o con poca fibra, que son la principal causa de microfisuras y deformaciones durante la fase de curado.
Matriz de rendimiento técnico: Composite-Tech frente a líneas genéricas
| Capacidad / Módulo | Líneas de pultrusión genéricas | Líneas patentadas de Composite-Tech | Importancia técnica y comercial |
|---|---|---|---|
| Precalentamiento itinerante | Ninguno (las fibras frías y húmedas entran en el baño) | Sí (eliminación de humedad y apresto) | Elimina los defectos y huecos de curado provocados por la humedad. |
| Preparación de la superficie de la fibra | Ninguna (las fibras inertes tienen baja energía superficial) | DBD de plasma frío patentado | Multiplica la fuerza de unión entre la fibra y la resina a nivel molecular. |
| Tecnología de impregnación | Tanque de inmersión básico / baño abierto | Baño húmedo de 3 etapas (US + Escobilla de goma + Rejilla) | Garantiza contenido nulo (estándar ASTM D7957). |
| Control del volumen de resina | Tarjetas de limpiaparabrisas manuales (inconsistentes) | Rejilla de compresión neumática calibrada | Dosificación precisa de la resina; evita la formación de zonas quebradizas con exceso de resina. |
| Tasa de desperdicio de resina | 3%–8% del consumo total | < 1,5% debido al reciclaje activo de la red | Ahorro directo en materia prima de hasta $15.000 anuales por línea. |
| Hornos y precurado | Calefacción por convección únicamente. | Amplificador de infrarrojos de onda corta + Hornos multizona | Inicia la curación desde el interior hacia el exterior; aumenta la velocidad de la línea. |
| Método de enfriamiento | Chorro directo de agua fría (choque térmico) | Dos etapas: Aire controlado + Agua | Previene la microfisuración y la delaminación estructural. |
Análisis económico: Eficiencia de los materiales y control de la resina
La resina es lo más caro. materia prima Componente en la fabricación de materiales compuestos, con un coste aproximado de tely $3,00/kg para epoxi o éster vinílico de alta calidad. Gestionar el consumo de resina es fundamental para la rentabilidad de la fábrica.
Cálculo del costo de la resina por metro (#3 / barra de refuerzo de 10 mm)
Para barras de refuerzo de GFRP de 10 mm con un peso aproximado de tely:
- Composición objetivo: fibra de vidrio () y matriz de resina ().
- Coste ideal de la resina por metro:
El costo de la ineficiencia (baño abierto genérico)
Sin la rejilla de compresión neumática de Composite-Tech, las máquinas genéricas sufren de deriva del contenido de resina, a menudo funcionando con un contenido de resina inferior al real (o desperdiciando el exceso de material por escurrimiento):
- Consumo de resina a 25%: de resina.
- Coste de la resina por metro:
- Coste adicional: $0,0225 por metro en resina desperdiciada.
Con una producción anual de 4,25 millones de metros en una línea CT6:
¿Por qué es importante para los dueños de negocios? La espátula calibrada y la rejilla de precisión de Composite-Tech mantienen las proporciones de materiales perfectamente equilibradas. Se elimina el desperdicio de resina, lo que supone un ahorro de casi 100 000 dólares anuales por línea en costos operativos.
Lista de verificación práctica: Cómo garantizar el cumplimiento de las normas ASTM D7957 y ACI 440
- Activación del plasma frío: Asegúrese de que la antorcha de plasma DBD esté funcionando con un campo eléctrico estable para maximizar la energía superficial de la fibra.
- Calibrar el secador de mecha: Ponga en marcha el precalentador de mecha a una temperatura mínima para evaporar la humedad antes del contacto fibra-resina.
- Ajuste del proceso de eliminación de tamaño: Controle las temperaturas de la fibra para asegurar que la degradación térmica del exceso de lubricantes orgánicos sea completa.
- Ajuste la frecuencia ultrasónica: Sintonice el baño de cavitación para romper activamente la compactación del haz de fibras sin dañarlas.
- Regulación de la presión de la rasqueta: Ajuste la presión del cilindro neumático de la rasqueta para que coincida con el perfil de viscosidad de su sistema de resina.
- Calibrar la rejilla de compresión: Asegúrese de que la rejilla calibrada esté limpia de resina gelificada y alineada para mantener la fracción de volumen de fibra objetivo ().
- Verifique los gradientes de curado: utilice la matriz de pultrusión calentada multizona con precisión PID para garantizar un grado de curado. .
- Control de la refrigeración: Asegúrese de que el módulo de refrigeración de 2 etapas esté en funcionamiento (primero aire, luego agua) para evitar microfisuras térmicas internas.
Preguntas frecuentes: Preguntas técnicas detalladas sobre la impregnación por pultrusión
¿Por qué no se utiliza la pultrusión por inyección cerrada en su maquinaria?
La pultrusión por inyección cerrada (CIP) funciona bien para perfiles sencillos, pero presenta importantes inconvenientes para la fabricación de barras de refuerzo en múltiples líneas. Requiere matrices de inyección muy complejas y costosas que se obstruyen fácilmente al usar resinas de curado rápido. Nuestro pretratamiento, combinado con el baño húmedo de tres etapas, logra el mismo bajo contenido de poros y cero desperdicio, pero con un mantenimiento y una complejidad de configuración significativamente menores.
¿Qué efecto tiene realmente el plasma frío sobre la fibra de vidrio?
Crea micrograbados (nanorrugosidad) e implanta grupos de oxígeno polares (, ) en la superficie de la fibra. Esto altera la naturaleza química de la fibra, aumentando la humectabilidad de la superficie y creando enlaces covalentes con la matriz polimérica.
¿El precalentamiento de la fibra de vidrio durante el proceso de mecha daña la fibra de vidrio?
No. Las fibras de vidrio y basalto pueden soportar temperaturas de hasta sin perder su integridad estructural. El precalentamiento solo elimina los componentes orgánicos del apresto y la humedad, lo cual es muy beneficioso para la adhesión.
¿Cómo funciona la escobilla neumática?
Utiliza un conjunto de cilindros neumáticos para presionar una cuchilla metálica calibrada (rascador/escobilla) contra la lámina de fibra en movimiento. Esto fuerza físicamente la resina líquida a penetrar profundamente en las fibras, eliminando cualquier burbuja de aire.
¿Podemos usar éster vinílico y epoxi en el mismo baño?
Sí. El baño de acero inoxidable es compatible con resinas epoxi, de éster vinílico y de poliéster. La limpieza y el cambio del sistema de resina lleva aproximadamente 1 hora.
¿Por qué la rejilla de compresión es superior a los limpiaparabrisas de goma?
Los limpiadores de goma se desgastan rápidamente, lo que provoca inconsistencias en el diámetro de las barras de refuerzo. Nuestra rejilla de compresión está fabricada en acero resistente al desgaste, lo que proporciona una separación mecánica fija que garantiza una estabilidad dimensional absoluta y un contenido de resina preciso.
¿Qué ocurre si la fibra no se precalienta?
La humedad atrapada se expandirá dentro del molde de curado calentado, creando burbujas de vapor internas (delaminación) y microvacíos, lo que provocará que la barra de refuerzo no supere la prueba de absorción de agua ASTM D7957.
¿Cuántos operarios se necesitan para operar una línea CT6?
Gracias a los sistemas totalmente automatizados de alimentación, pretratamiento, bobinado y corte de la fibra, solo se requiere un operario por turno.
¿Sus líneas admiten fibra de basalto (BFRP)?
Sí. El acondicionamiento de la fibra y el baño de 3 etapas son muy eficaces para las fibras de basalto, que naturalmente requieren una humectación profunda para evitar la degradación alcalina.
¿Cuál es la vida útil típica del sistema de filtración en el baño?
La rejilla de filtración integrada está diseñada para un funcionamiento continuo y solo necesita limpieza mecánica durante el mantenimiento programado por turno.
¿Cómo se garantiza la Tg?
Al combinar nuestro potenciador de precurado por infrarrojos de onda corta con hornos túnel calefactados de 5 zonas, garantizamos una polimerización completa y uniforme en todo el núcleo y la superficie de la barra de refuerzo.
¿Dónde se fabrican los equipos de Composite-Tech?
Todas nuestras máquinas están diseñadas y fabricadas en nuestra moderna planta de producción en Chisinau, Moldavia, y se envían a todo el mundo.
Conclusión
La industria de la pultrusión en 2026 ya no se trata de velocidad, sino de precisión certificable. A medida que los códigos de construcción globales adoptan estándares estrictos como ACI 440.11-22, Los fabricantes que dependen de sistemas de baño abiertos obsoletos están quedando excluidos del mercado.
La tecnología patentada de Composite-Tech, que incluye activación superficial por plasma frío, precalentamiento de la fibra y baño de impregnación de tres etapas, representa la máxima expresión de la ingeniería de materiales compuestos. Al elegir nuestros equipos, usted invierte en un sistema de producción automatizado y altamente rentable que garantiza el cumplimiento inmediato de las normativas, cero desperdicio de material y un rendimiento líder en el mercado.
Deje de malgastar dinero en residuos de resina y productos no certificados. Póngase en contacto hoy mismo con nuestro equipo de ingeniería para recibir un plano personalizado, un cálculo detallado del retorno de la inversión en materia prima y una demostración de nuestra tecnología patentada de plasma frío.
Más información: Preguntas frecuentes: Equipos Composite-Tech y tecnología GFRP.