Réponse rapide
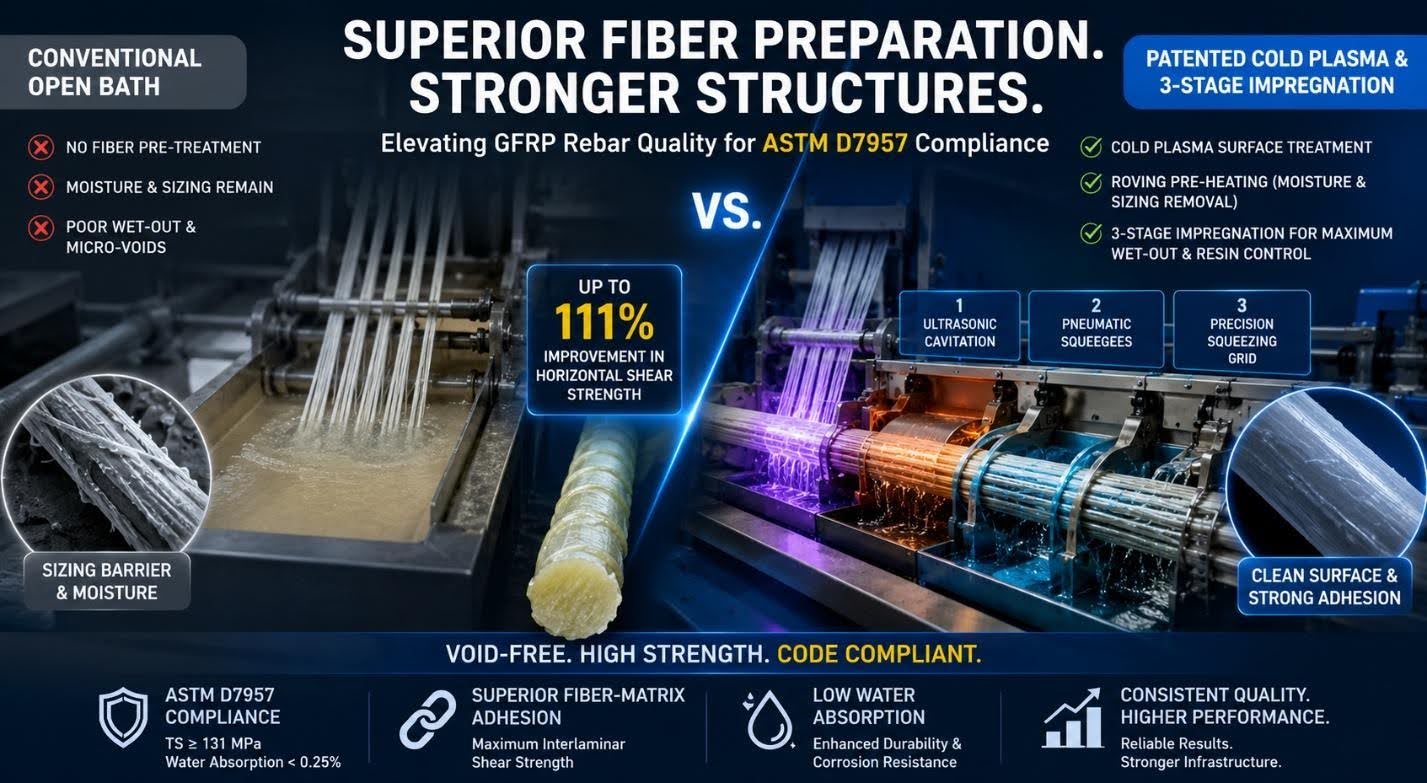
- Le problème : les lignes de pultrusion standard utilisent des bains ouverts basiques sans prétraitement des fibres, ce qui entraîne une humidité emprisonnée, des barrières d’encollage organiques, des microvides et une mauvaise adhérence de la résine.
- La solution : Composite-Tech utilise un prétraitement breveté de conditionnement des fibres associé à un bain d’imprégnation avancé en 3 étapes pour obtenir une liaison fibre-résine impeccable.
- Traitement au plasma froid : Le plasma atmosphérique non thermique modifie la structure moléculaire de la fibre de verre/basalte, introduisant des groupes fonctionnels polaires qui augmentent considérablement l’énergie de surface et l’adhérence de la résine.
- Préchauffage du roving : Le conditionnement thermique évapore l'humidité emprisonnée et brûle les agents de collage organiques à base de silane, créant ainsi des sites actifs vierges et libérant un espace microscopique pour une pénétration profonde de la résine.
- Imprégnation en 3 étapes : intègre la cavitation ultrasonique pour ouvrir les faisceaux de fibres, des raclettes pneumatiques pour un mouillage mécanique forcé et une grille de compression de précision qui repousse simultanément l’excès de résine et force une saturation profonde tout en régulant étroitement les rapports résine/fibre.
- Gain de performance : Cette chaîne technique permet d'obtenir des composites sans vides avec une amélioration jusqu'à 111% de la résistance au cisaillement horizontal et une conformité garantie à la norme ASTM D7957.
Pourquoi c'est important
Pour les acheteurs B2B évaluant les machines de pultrusion, la préparation et l'imprégnation de la surface des fibres sont les facteurs déterminants de la qualité du produit. Le marché mondial des barres d'armature composites devrait atteindre 1,68 milliard de dollars d'ici 2035, mais des normes de construction strictes comme ACI 440.11-22 et ASTM D7957 Les composites nécessitent une résistance au cisaillement transversal minimale et un taux d'absorption d'eau inférieur à . Les machines à bain ouvert classiques ne peuvent satisfaire ces exigences car elles ne parviennent pas à éliminer l'apprêt organique et l'humidité qui empêchent la liaison chimique entre la fibre et la matrice de résine. Le prétraitement breveté et le procédé structuré en trois étapes par bain humide de Composite-Tech éliminent les causes profondes de la dégradation des composites, garantissant ainsi une production constante de produits certifiés de qualité infrastructurelle.
La chimie de l'adhérence : pourquoi l'apprêt et l'humidité sont les ennemis du PRFV
Les fibres de verre et de basalte sont fabriquées avec un revêtement de surface organique appelé encollage (agents filmogènes polymères, agents de couplage silane et lubrifiants) afin de les protéger de l'abrasion lors de l'enroulement. Bien que l'encollage soit nécessaire à la manipulation, il constitue un obstacle physique majeur à la pultrusion haute performance.
1. La barrière de silane et de lubrifiant
L'encollage épais à base de paraffine et de silane de qualité industrielle appliqué aux mèches brutes empêche les résines thermodurcissables modernes (comme l'époxy ou le vinylester) d'établir un contact moléculaire avec l'âme en silice. Cette imprégnation insuffisante laisse des espaces microscopiques à l'interface des fibres.
2. Contamination par l'humidité
La fibre de verre est très hydrophile et absorbe l'humidité ambiante. Si cette humidité est directement absorbée par le bain de résine, elle perturbe la cinétique de polymérisation de la résine, ce qui entraîne un durcissement incomplet, la formation de micro-vides et une forte sensibilité à long terme aux attaques alcalines provenant des solutions interstitielles du béton.
Pourquoi cela est important pour les fabricants : Sans modification active de la surface et préparation thermique, la résistance au cisaillement interlaminaire (ISS) des barres d'armature finies variera énormément, entraînant des rejets de lots lors des tests effectués par des laboratoires tiers.
Prétraitement de conditionnement des fibres : une innovation brevetée de Composite-Tech
Avant même que les fibres ne touchent le bain de résine, Gammes Composite-Tech soumettre le roving à un processus de conditionnement en deux phases qui prépare la surface pour une adhérence maximale :
Phase 1 : Modification de surface par plasma froid brevetée
Composite-Tech est un pionnier mondial dans l'intégration du plasma froid hors équilibre (plasma atmosphérique à basse température) directement sur la ligne de pultrusion.
- La physique : Lorsque le roving traverse le champ de plasma de décharge à barrière diélectrique localisée (DBD), des espèces hautement réactives (ions, radicaux libres, atomes excités et photons UV) bombardent la surface de la fibre.
- La chimie : Ce bombardement rompt les liaisons carbone-hydrogène inertes à la surface de la fibre et implante des groupes fonctionnels contenant de l'oxygène (tels que hydroxyle, carbonyle et carboxyle).
- Résultat : l’angle de contact de l’eau avec la fibre diminue considérablement, et l’énergie libre de surface augmente fortement. Il en résulte une surface ultra-polaire et hautement mouillable qui “ attire ” chimiquement la résine, optimisant ainsi l’adhérence interfaciale au niveau moléculaire.
Phase 2 : Préchauffage du filage à haute température
Immédiatement après l'activation du plasma, les fibres pénètrent dans un préchauffeur de mèche fermé à haut rendement.
- Élimination de l'humidité : Fonctionnant à des températures industrielles calibrées, ce module évapore complètement l'humidité profondément incrustée dans les faisceaux de fibres.
- Dégradation thermique lors de l'encollage : La chaleur intense thermalise et dégrade l'excès de paraffine organique et les agents filmogènes lubrifiants présents sur le roving.
- Ouverture de l'espace : Ce procédé “ ouvre ” l'espace microscopique entre les filaments individuels, laissant des sites actifs propres et thermiquement activés, prêts à absorber la matrice polymère.
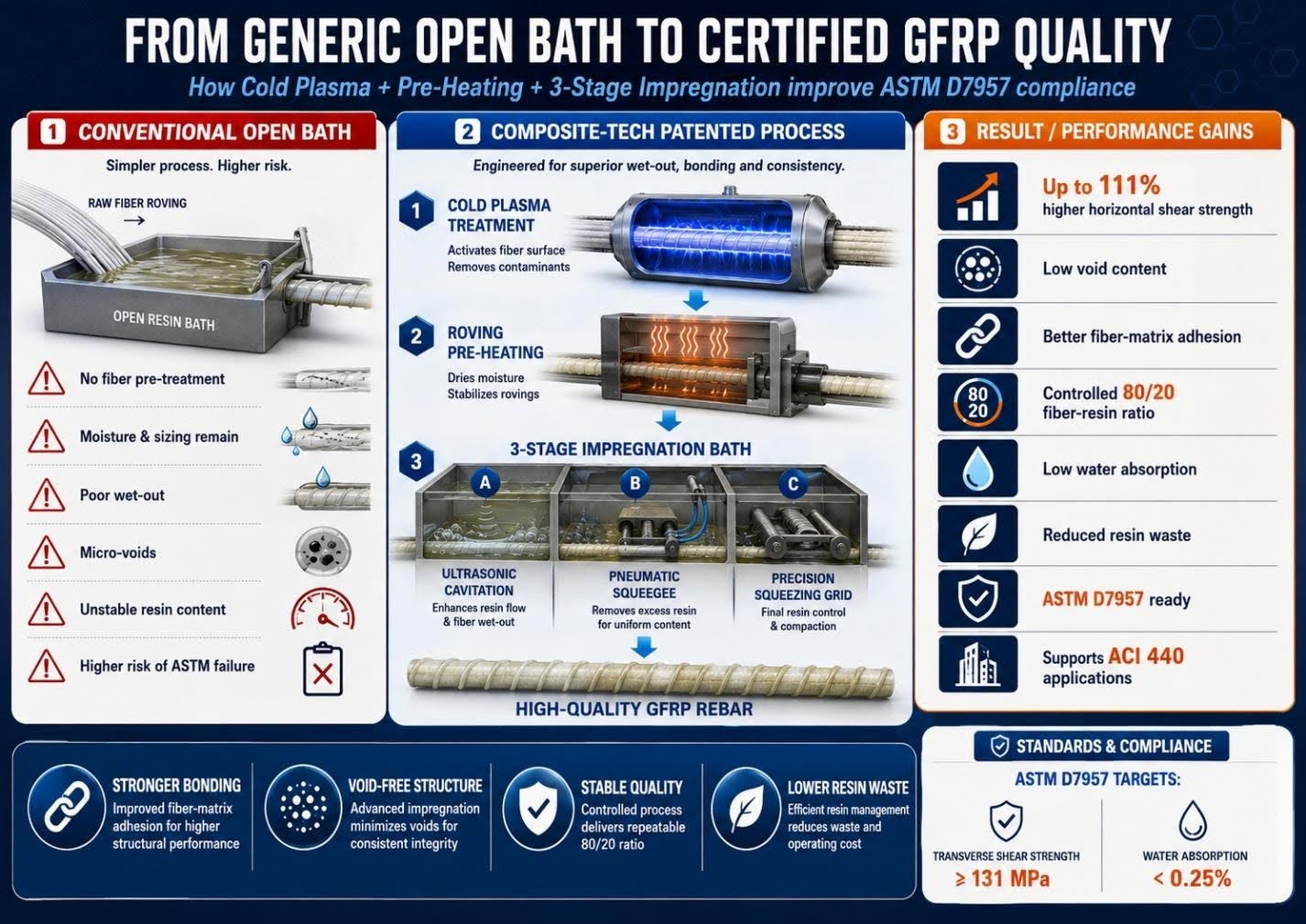
Le bain d'imprégnation humide en 3 étapes : obtention de la saturation 100%
Une fois les fibres chimiquement actives, sèches et propres, elles pénètrent dans le module d'imprégnation Composite-Tech. Contrairement aux bains d'immersion classiques où les fibres flottent simplement dans la résine liquide, Composite-Tech utilise un bain à trois étapes de haute précision pour une imprégnation totale.
Étape A : Cavitation ultrasonique
Le premier compartiment du bain chauffé est équipé de transducteurs ultrasoniques émettant des ondes à haute fréquence () directement dans la matrice de résine liquide.
- Cette énergie induit une cavitation transitoire, créant des microbulles qui se dilatent et s'effondrent rapidement.
- Les microjets ainsi créés dispersent violemment les microbulles d'air emprisonnées restantes et forcent la résine à pénétrer profondément dans le faisceau de fibres en mouvement, assurant ainsi un mouillage parfait des filaments centraux.
Étape B : Pressage à la raclette pneumatique
Au fur et à mesure de leur progression, les mèches passent sous une raclette mécanique robuste commandée par des vérins pneumatiques de haute précision.
- La raclette pneumatique exerce une pression mécanique continue et contrôlée sur la feuille de fibres en mouvement, poussant et pressant physiquement la résine liquide dans les vides entre les fibres.
Étape C : Grille de compression de précision calibrée
Avant de sortir du bain, la feuille de laine mouillée passe à travers une grille de pressage conçue sur mesure (отжимная решетка).
- Cette grille remplit une double fonction : elle récupère simultanément tout excès de résine en surface, évitant ainsi le gaspillage de matériau, tout en pressant mécaniquement le liant restant profondément dans le noyau.
- Ce mécanisme permet à la machine de réguler précisément le rapport résine/fibre (fibre/résine en poids), garantissant ainsi l'absence de débordement de résine tout en maintenant une saturation profonde et uniforme.
Pourquoi c'est important pour les ingénieurs : la maîtrise du rapport exact fibres/résine permet d'éviter les zones riches en résine ou pauvres en fibres, qui sont la principale cause de microfissuration et de déformations de forme pendant la phase de durcissement.
Matrice de performance technique : Gammes composites vs. Gammes génériques
| Capacité / Module | Lignes de pultrusion génériques | Gammes brevetées de Composite-Tech | Importance technique et commerciale |
|---|---|---|---|
| Préchauffage mobile | Aucun (les fibres froides et humides entrent dans le bain) | Oui (élimination de l'humidité et de l'apprêt) | Élimine les défauts et les vides de polymérisation induits par l'humidité. |
| Préparation de la surface des fibres | Aucun (les fibres inertes ont une faible énergie de surface) | DBD à plasma froid breveté | Multiplie la résistance de la liaison fibre-résine au niveau moléculaire. |
| Technologie d'imprégnation | Bac de trempage de base / bain ouvert | Bain humide en 3 étapes (US + raclette + grille) | Garantit un contenu nul (norme ASTM D7957). |
| Contrôle du volume de résine | Cartes d'essuyage manuelles (incohérentes) | Grille de compression pneumatique calibrée | Dosage précis de la résine ; prévient la formation de zones fragiles riches en résine. |
| Taux de déchets de résine | 3%–8% de consommation totale | < 1,5% en raison du recyclage actif du réseau | Économies directes sur les matières premières jusqu'à $15 000 par an et par ligne. |
| Fours et précuisson | Chauffage par convection uniquement | Amplificateur infrarouge à ondes courtes + fours multizones | Déclenche la guérison de l'intérieur vers l'extérieur ; augmente la vitesse de la ligne. |
| Méthode de refroidissement | Jet d'eau froide direct (choc thermique) | Système à 2 étages : air et eau contrôlés | Prévient la microfissuration et le délaminage structurel. |
Analyse économique : efficacité des matériaux et contrôle de la résine
La résine est la plus chère matière première Composant essentiel à la fabrication de composites, le coût d'un époxy ou d'un vinylester de haute qualité est d'environ tely $3,00/kg. La maîtrise de la consommation de résine est cruciale pour la rentabilité de l'usine.
Calcul du coût de la résine par mètre (#3 / barre d'armature de 10 mm)
Pour des barres d'armature en PRFV de 10 mm pesant environ tely :
- Composition cible : fibre de verre () et matrice de résine ().
- Coût idéal de la résine par mètre :
Le coût de l'inefficacité (bain ouvert générique)
Sans la grille de compression pneumatique de Composite-Tech, les machines génériques souffrent de dérive de la teneur en résine, fonctionnant souvent à une teneur en résine inférieure à la valeur cible (ou gaspillant l'excédent de matériau par écoulement) :
- Consommation de résine à 25% : de résine.
- Coût de la résine par mètre :
- Coût excédentaire : $0,0225 par mètre de résine gaspillée.
Pour une production annuelle de 4,25 millions de mètres sur une ligne CT6 :
Pourquoi c'est important pour les entreprises : la raclette calibrée et la grille de précision de Composite-Tech garantissent un dosage parfait des matériaux. Le gaspillage de résine est éliminé, ce qui permet d'économiser près de 1 000 000 € par an et par ligne en coûts d'exploitation.
Liste de contrôle pratique : Comment garantir la conformité aux normes ASTM D7957 et ACI 440
- Activation du plasma froid : assurez-vous que la torche à plasma DBD fonctionne avec un champ électrique stable afin de maximiser l’énergie de surface de la fibre.
- Calibrage du séchoir à mèches : Faites fonctionner le préchauffeur de mèches à une température minimale de pour évaporer l'humidité avant le contact fibre-résine.
- Ajustement du calibrage par combustion : Surveillez les températures de la mèche pour vous assurer que la dégradation thermique des lubrifiants organiques en excès est complète.
- Réglage de la fréquence ultrasonique : Réglez le bain de cavitation pour briser activement le compactage des faisceaux de fibres sans endommager ces dernières.
- Régler la pression de la raclette : Ajustez la pression du vérin pneumatique de la raclette en fonction du profil de viscosité de votre système de résine.
- Calibrage de la grille de compression : assurez-vous que la grille calibrée est propre et alignée pour maintenir la fraction volumique de fibres cible ( ).
- Vérifier les gradients de polymérisation : utiliser la filière de pultrusion chauffée multizone avec précision PID pour garantir un degré de polymérisation. .
- Contrôle du refroidissement : assurez-vous que le module de refroidissement à 2 étages fonctionne (air d'abord, puis eau) pour éviter les microfissures thermiques internes.
FAQ : Questions techniques approfondies sur l'imprégnation par pultrusion
Pourquoi la pultrusion par injection fermée n'est-elle pas utilisée dans vos machines ?
La pultrusion par injection fermée (PIC) convient parfaitement aux profils simples, mais présente des inconvénients majeurs pour la fabrication de barres d'armature multi-lignes. Elle nécessite des matrices d'injection très complexes et coûteuses qui s'encrassent facilement avec des résines à prise rapide. Notre prétraitement, associé à un bain humide en trois étapes, permet d'obtenir le même faible taux de porosité et zéro déchet, tout en réduisant considérablement la maintenance et la complexité de mise en œuvre.
Quels sont les effets concrets du plasma froid sur la fibre de verre ?
Ce procédé crée une micro-gravure (nano-rugosité) et implante des groupements oxygénés polaires (O⁺, O⁻) à la surface de la fibre. Il modifie ainsi la nature chimique de la fibre, augmentant sa mouillabilité et créant des liaisons covalentes avec la matrice polymère.
Le préchauffage du roving endommage-t-il la fibre de verre ?
Non. Les fibres de verre et de basalte résistent à des températures allant jusqu'à [insérer la valeur] sans altération de leur intégrité structurelle. Le préchauffage permet uniquement d'éliminer les composants organiques de l'apprêt et l'humidité, ce qui est très bénéfique pour l'adhérence.
Comment fonctionne une raclette pneumatique ?
Elle utilise un ensemble de vérins pneumatiques pour presser une lame métallique calibrée (raclette) contre la feuille de fibres en mouvement. Ce procédé force physiquement la résine liquide à pénétrer profondément dans les fibres, en chassant l'air emprisonné.
Peut-on utiliser du vinylester et de l'époxy dans le même bain ?
Oui. Le bain en acier inoxydable est compatible avec les résines époxy, vinylester et polyester. Le nettoyage et le changement du système de résine prennent environ une heure.
Pourquoi la grille de pression est-elle supérieure aux essuie-glaces en caoutchouc ?
Les racleurs en caoutchouc s'usent rapidement, entraînant des irrégularités dans le diamètre des barres d'armature. Notre grille de compression est fabriquée en acier résistant à l'usure, offrant un écart mécanique fixe qui garantit une stabilité dimensionnelle absolue et une teneur en résine précise.
Que se passe-t-il si la mèche n'est pas préchauffée ?
L'humidité emprisonnée se dilatera à l'intérieur du moule de durcissement chauffé, créant des bulles de vapeur internes (délamination) et des micro-vides, ce qui fera échouer l'armature au test d'absorption d'eau ASTM D7957.
Combien d'opérateurs sont nécessaires pour faire fonctionner une ligne CT6 ?
Un seul opérateur est nécessaire par poste grâce aux systèmes entièrement automatisés d'alimentation, de prétraitement, d'enroulement et de coupe des fibres.
Vos lignes prennent-elles en charge la fibre de basalte (BFRP) ?
Oui. Le conditionnement des fibres et le bain en 3 étapes sont très efficaces pour les fibres de basalte, qui nécessitent naturellement une imprégnation profonde pour éviter la dégradation par les alcalis.
Quelle est la durée de vie typique du système de filtration d'une baignoire ?
La grille de filtration intégrée est conçue pour un fonctionnement continu et ne nécessite un nettoyage mécanique que lors des opérations de maintenance programmées.
Comment garantissez-vous le Tg ?
En combinant notre booster de pré-polymérisation infrarouge à ondes courtes avec des fours tunnel chauffés à 5 zones, nous assurons une polymérisation complète et uniforme dans tout le cœur et la surface de l'armature.
Où sont fabriqués les équipements Composite-Tech ?
Toutes nos machines sont conçues et fabriquées dans notre usine moderne de Chisinau, en Moldavie, et expédiées dans le monde entier.
Conclusion
L'industrie de la pultrusion en 2026 ne sera plus axée sur la vitesse, mais sur la précision certifiable. À mesure que les codes du bâtiment internationaux adopteront des normes strictes comme ACI 440.11-22, Les fabricants qui utilisent des systèmes à bain ouvert obsolètes sont de plus en plus exclus du marché.
La technologie brevetée de Composite-Tech – qui comprend l'activation de surface par plasma froid, le préchauffage des mèches et le bain d'imprégnation en trois étapes – représente le summum de l'ingénierie des composites. En choisissant notre équipement, vous investissez dans un système de production automatisé et hautement rentable qui garantit une conformité immédiate, l'absence totale de gaspillage de matériaux et des performances produit inégalées.
Cessez de gaspiller de l'argent avec les résidus de résine et les produits non certifiés. Contactez notre équipe d'ingénieurs dès aujourd'hui pour recevoir un plan d'implantation personnalisé, un calcul détaillé du retour sur investissement de vos matières premières et une démonstration de notre technologie brevetée de plasma froid.
Apprendre encore plus: FAQ – Équipements Composite-Tech et technologie PRFV