Risposta rapida
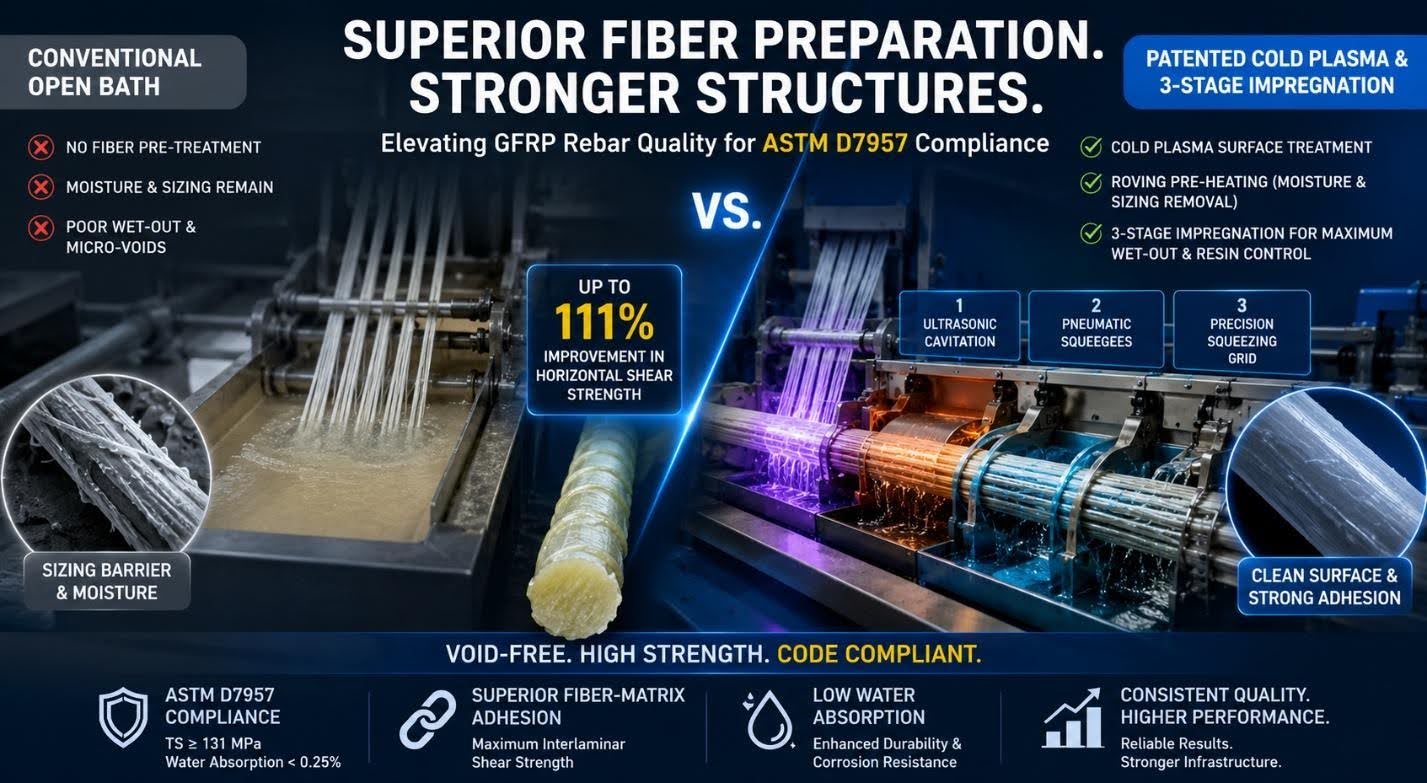
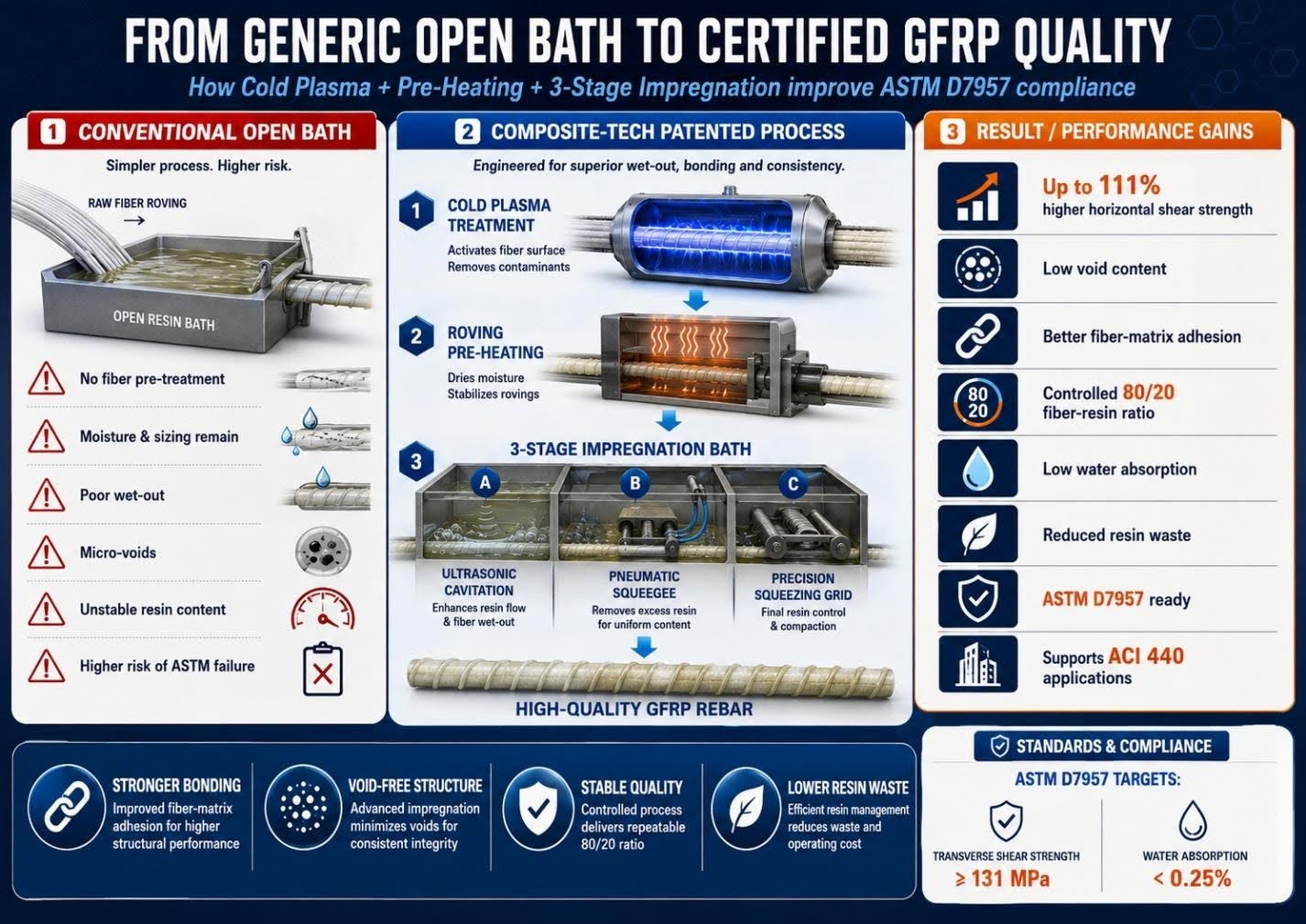
- Il problema: le linee di pultrusione standard utilizzano semplici bagni aperti senza alcun pretrattamento delle fibre, con conseguente ristagno di umidità, barriere di apprettatura organica, microvuoti e scarsa adesione della resina.
- La soluzione: Composite-Tech utilizza un pretrattamento brevettato per il condizionamento delle fibre, abbinato a un bagno di impregnazione avanzato a 3 fasi, per ottenere un'adesione impeccabile tra fibra e resina.
- Trattamento al plasma freddo: il plasma atmosferico non termico altera la struttura molecolare della fibra di vetro/basalto, introducendo gruppi funzionali polari che aumentano drasticamente l'energia superficiale e l'adesione della resina.
- Preriscaldamento a rotativa: il condizionamento termico fa evaporare l'umidità intrappolata e brucia i silani organici che formano la pellicola di dimensionamento, creando siti attivi incontaminati e liberando spazio microscopico per una profonda penetrazione della resina.
- Impregnazione a 3 fasi: integra la cavitazione ultrasonica per aprire i fasci di fibre, racle pneumatiche per una bagnatura meccanica forzata e una griglia di spremitura di precisione che contemporaneamente comprime la resina in eccesso e forza una profonda saturazione, regolando con precisione il rapporto resina-fibra.
- Aumento delle prestazioni: questa catena tecnica produce compositi privi di vuoti con un miglioramento fino a 111% nella resistenza al taglio orizzontale e conformità garantita con ASTM D7957.
Perché è importante
Per gli acquirenti B2B che valutano i macchinari per la pultrusione, la preparazione della superficie delle fibre e l'impregnazione sono i fattori determinanti per la qualità del prodotto. Si prevede che il mercato globale delle barre di rinforzo composite raggiungerà 1 TP6T1,68 miliardi entro il 2035, ma i rigidi codici strutturali come ACI 440.11-22 e ASTM D7957 richiedono una resistenza al taglio trasversale minima di e un tasso di assorbimento d'acqua inferiore a . Le macchine a bagno aperto di base non possono soddisfare questi parametri perché non riescono a rimuovere l'appretto organico e l'umidità che impediscono il legame chimico tra la fibra e la matrice di resina. Il pretrattamento brevettato di Composite-Tech e il processo strutturato a 3 fasi in bagno umido eliminano le cause principali del degrado del composito, garantendo che il vostro impianto produca costantemente prodotti certificati di livello infrastrutturale.
La chimica dell'adesione: perché l'appretto e l'umidità sono nemici del GFRP.
Le fibre di vetro e di basalto vengono prodotte con un rivestimento superficiale organico chiamato appretto (agenti filmogeni polimerici, agenti di accoppiamento silanici e lubrificanti) per proteggerle dall'abrasione durante l'avvolgimento. Sebbene l'appretto sia necessario per la manipolazione, rappresenta un importante ostacolo fisico alla pultrusione ad alte prestazioni:
1. La barriera di silano e lubrificante
L'applicazione di uno spesso strato di paraffina e silano di tipo industriale sulle fibre grezze impedisce alle moderne resine termoindurenti (come l'epossidica o il vinilestere) di entrare in contatto a livello molecolare con il nucleo di silice. Questa scarsa impregnazione lascia delle microscopiche lacune lungo l'interfaccia delle fibre.
2. Contaminazione da umidità
La fibra di vetro è altamente idrofila e assorbe l'umidità ambientale. Se quest'umidità viene aspirata direttamente nel bagno di resina, ne compromette la cinetica di polimerizzazione, causando una polimerizzazione incompleta, la formazione di microvuoti e una grave suscettibilità a lungo termine all'attacco alcalino proveniente dalle soluzioni presenti nei pori del calcestruzzo.
Perché questo è importante per i produttori: senza una modifica attiva della superficie e una preparazione termica, la resistenza al taglio interlaminare (ISS) delle barre d'armatura finite varierà notevolmente, causando scarti di lotti durante i test di laboratorio di terze parti.
Pretrattamento di condizionamento delle fibre: l'innovazione brevettata di Composite-Tech
Prima ancora che le fibre tocchino il bagno di resina, Linee Composite-Tech sottoporre il roving a un processo di condizionamento in due fasi che prepara la superficie per la massima adesione:
Fase 1: Modifica superficiale brevettata mediante plasma freddo
Composite-Tech è un pioniere a livello mondiale nell'integrazione del plasma freddo non in equilibrio (plasma atmosferico a bassa temperatura) direttamente sulla linea di pultrusione.
- Fisica: Quando il roving attraversa il campo di plasma a scarica a barriera dielettrica localizzata (DBD), specie altamente reattive (ioni, radicali liberi, atomi eccitati e fotoni UV) bombardano la superficie della fibra.
- La chimica: questo bombardamento rompe i legami carbonio-idrogeno inerti sulla superficie della fibra e impianta gruppi funzionali contenenti ossigeno (come idrossile, carbonile e carbossile).
- Il risultato: l'angolo di contatto della fibra con l'acqua diminuisce drasticamente e l'energia libera superficiale aumenta vertiginosamente. Questo crea una superficie ultra-polare e altamente bagnabile che "attrae" chimicamente la resina, ottimizzando il legame interfacciale a livello molecolare.
Fase 2: Preriscaldamento ad alta temperatura del rover
Immediatamente dopo l'attivazione al plasma, le fibre entrano in un preriscaldatore mobile chiuso ad alta efficienza.
- Eliminazione dell'umidità: operando a temperature industriali calibrate, questo modulo fa evaporare completamente l'umidità presente in profondità nei fasci di fibre.
- Degradazione termica dell'appretto: il calore intenso termalizza e degrada l'eccesso di paraffina organica e i filmogeni lubrificanti presenti sul roving.
- Apertura dello spazio: questo processo "apre" gli spazi microscopici tra i singoli filamenti, lasciando siti attivi puliti e termicamente attivati, pronti ad assorbire la matrice polimerica.
Il bagno di impregnazione a umido in 3 fasi: raggiungere la saturazione 100%
Una volta che le fibre sono chimicamente attive, asciutte e pulite, entrano nel modulo di impregnazione Composite-Tech. A differenza delle vasche di immersione tradizionali, dove le fibre galleggiano semplicemente nella resina liquida, Composite-Tech utilizza un bagno a 3 fasi altamente ingegnerizzato per ottenere una bagnatura completa:
Fase A: Cavitazione ultrasonica
Il primo compartimento del bagno riscaldato è dotato di trasduttori a ultrasuoni che emettono onde ad alta frequenza direttamente nella matrice di resina liquida.
- Questa energia induce una cavitazione transitoria, creando microbolle che si espandono e collassano rapidamente.
- I microgetti risultanti disperdono violentemente eventuali microbolle d'aria intrappolate residue e spingono la resina in profondità all'interno del fascio di fibre in movimento, ottenendo una perfetta impregnazione dei filamenti centrali.
Fase B: Pressatura con tergivetro pneumatico
Man mano che le fibre di cotone avanzano, passano sotto un robusto raschiatore meccanico controllato da cilindri pneumatici di alta precisione.
- La spatola pneumatica esercita una pressione meccanica continua e controllata sul foglio di fibre in movimento, spingendo e comprimendo fisicamente la resina liquida negli spazi vuoti tra le fibre.
Fase C: Griglia di compressione di precisione calibrata
Prima di uscire dal bagno, il foglio di roving bagnato passa attraverso una griglia di strizzatura progettata su misura (отжимная решетка).
- Questa griglia svolge una doppia funzione: da un lato, comprime la resina in eccesso in superficie, evitando sprechi di materiale, e dall'altro, preme meccanicamente il legante rimanente in profondità nel nucleo.
- Questo meccanismo permette alla macchina di regolare con precisione il rapporto resina-fibra (fibra rispetto a resina in peso), evitando così un eccessivo sgocciolamento di resina e mantenendo al contempo una saturazione profonda e uniforme.
Perché è importante per gli ingegneri: Gestire con precisione il rapporto fibra-resina previene la formazione di zone ricche di resina o povere di fibre, che sono la causa principale di microfratture e deformazioni durante la fase di indurimento.
Matrice delle prestazioni tecniche: linee composite-tecnologiche vs. linee generiche
| Capacità / Modulo | Linee di pultrusione generiche | Linee brevettate Composite-Tech | Significato tecnico e commerciale |
|---|---|---|---|
| Preriscaldamento mobile | Nessuno (le fibre fredde e umide entrano nel bagno) | Sì (rimozione dell'umidità e dell'appretto) | Elimina i difetti e i vuoti di polimerizzazione causati dall'umidità. |
| Preparazione della superficie delle fibre | Nessuna (le fibre inerti hanno una bassa energia superficiale) | DBD a plasma freddo brevettato | Moltiplica la forza di adesione tra fibra e resina a livello molecolare. |
| Tecnologia di impregnazione | Vasca di immersione base / vasca aperta | Bagno di lavaggio a umido in 3 fasi (US + tergivetro + griglia) | Garantisce contenuto nullo (lo standard ASTM D7957 è ). |
| Controllo del volume della resina | Tergicristalli manuali (funzionamento incoerente) | Griglia di compressione pneumatica calibrata | Dosaggio preciso della resina; previene la formazione di zone fragili ricche di resina. |
| Tasso di scarto della resina | 3%–8% di consumo totale | < 1,5% a causa del riciclo attivo della rete | Risparmio diretto di materie prime fino a 1.000 tonnellate all'anno per linea. |
| Forni e pre-stagionatura | Riscaldamento solo a convezione | Amplificatore a infrarossi a onde corte + forni multizona | Avvia il processo di polimerizzazione dall'interno verso l'esterno; aumenta la velocità della linea di produzione. |
| Metodo di raffreddamento | Getto diretto di acqua fredda (shock termico) | Sistema a 2 fasi: Aria controllata + Acqua | Previene la formazione di microfratture e la delaminazione strutturale. |
Analisi economica: efficienza dei materiali e controllo della resina
La resina è la più costosa materia prima Componente nella produzione di materiali compositi, con un costo approssimativo di tely $3,00/kg per resine epossidiche o vinilestere di alta qualità. La gestione del consumo di resina è fondamentale per la redditività dello stabilimento.
Calcolo del costo della resina al metro (#3 / barra d'armatura da 10 mm)
Per barre di rinforzo in GFRP da 10 mm di peso approssimativo tely:
- Composizione target: fibra di vetro () e matrice di resina ().
- Costo ideale della resina al metro:
Il costo dell'inefficienza (Bagno aperto generico)
Senza la griglia di compressione pneumatica di Composite-Tech, le macchine generiche soffrono di variazioni nel contenuto di resina, spesso lavorando al di sotto del contenuto di resina desiderato (o sprecando materiale in eccesso a causa del deflusso):
- Consumo di resina a 25%: di resina.
- Costo della resina al metro:
- Costo aggiuntivo: $0.0225 per metro di resina sprecata.
Con una produzione annua di 4,25 milioni di metri su una linea CT6:
Perché questo è importante per gli imprenditori: la spatola calibrata e la griglia di precisione di Composite-Tech mantengono i rapporti dei materiali perfettamente bilanciati. Si elimina lo spreco di resina, con un risparmio annuo di circa 100.000 euro per linea in costi operativi.
Lista di controllo pratica: come garantire la conformità alle norme ASTM D7957 e ACI 440
- Attivazione del plasma freddo: assicurarsi che la torcia al plasma DBD funzioni con un campo elettrico stabile per massimizzare l'energia superficiale della fibra.
- Calibrare l'essiccatore per roving: far funzionare il preriscaldatore del roving a una temperatura minima per far evaporare l'umidità prima del contatto tra fibra e resina.
- Regolazione della combustione dell'incollaggio: monitorare le temperature del roving per garantire che la degradazione termica dei lubrificanti organici in eccesso sia completa.
- Impostazione della frequenza ultrasonica: Regolare il bagno di cavitazione per rompere attivamente la compattazione dei fasci di fibre senza danneggiarle.
- Regolazione della pressione del raclatore: Regolare la pressione del cilindro pneumatico del raclatore in modo che corrisponda al profilo di viscosità del sistema di resina.
- Calibrare la griglia di spremitura: assicurarsi che la griglia calibrata sia pulita dalla resina gelificata e allineata per mantenere la frazione di volume di fibra target ().
- Verifica dei gradienti di polimerizzazione: utilizzare la filiera di pultrusione riscaldata multizona con precisione PID per garantire un grado di polimerizzazione. .
- Controllo del raffreddamento: assicurarsi che il modulo di raffreddamento a due stadi (prima ad aria, poi ad acqua) sia in funzione per prevenire microfratture termiche interne.
FAQ: Domande tecniche approfondite sull'impregnazione a pultrusione
Perché nei vostri macchinari non si utilizza la pultrusione a iniezione chiusa?
La pultrusione a iniezione chiusa (CIP) funziona bene per profili semplici, ma presenta importanti svantaggi per la produzione di barre d'armatura multilinea. Richiede matrici di iniezione molto complesse e costose che si intasano facilmente quando si utilizzano resine a rapida polimerizzazione. Il nostro pretrattamento, combinato con il bagno umido a 3 stadi, raggiunge lo stesso basso contenuto di vuoti e zero sprechi, ma con una manutenzione e una complessità di configurazione significativamente inferiori.
Che effetto ha esattamente il plasma freddo sulla fibra di vetro?
Crea una microincisione (nanorugosità) e impianta gruppi di ossigeno polari (, ) sulla superficie della fibra. Ciò altera la natura chimica della fibra, aumentando la bagnabilità della superficie e creando legami covalenti con la matrice polimerica.
Il preriscaldamento del roving danneggia la fibra di vetro?
No. Le fibre di vetro e di basalto possono resistere a temperature fino a senza perdere l'integrità strutturale. Il preriscaldamento rimuove solo i componenti organici dell'appretto e l'umidità, il che è molto vantaggioso per l'adesione.
Come funziona il tergivetro pneumatico?
Utilizza una serie di cilindri pneumatici per premere una lama metallica calibrata (raschietto/spatola) contro il foglio di fibre in movimento. Questo costringe fisicamente la resina liquida a penetrare in profondità nelle fibre, espellendo eventuali bolle d'aria.
Possiamo utilizzare resina vinilestere ed epossidica nello stesso bagno?
Sì. La vasca in acciaio inox è compatibile con resine epossidiche, vinilestere e poliestere. La pulizia e la sostituzione del sistema di resina richiedono circa 1 ora.
Perché la griglia di serraggio è superiore ai tergicristalli in gomma?
Le guarnizioni in gomma si usurano rapidamente, causando irregolarità nel diametro delle barre d'armatura. La nostra griglia di compressione è realizzata in acciaio resistente all'usura, garantendo un'intercapedine meccanica fissa che assicura assoluta stabilità dimensionale e un contenuto di resina preciso.
Cosa succede se la lana cardata non viene preriscaldata?
L'umidità intrappolata si espanderà all'interno dello stampo riscaldato durante la polimerizzazione, creando bolle di vapore interne (delaminazione) e microvuoti, causando il fallimento del test di assorbimento d'acqua ASTM D7957 da parte della barra d'armatura.
Quanti operatori sono necessari per gestire una linea CT6?
Grazie ai sistemi completamente automatizzati di alimentazione, pretrattamento, avvolgimento e taglio delle fibre, è necessario un solo operatore per turno.
Le vostre linee sono compatibili con le fibre di basalto (BFRP)?
Sì. Il trattamento di condizionamento delle fibre e il bagno a tre fasi sono altamente efficaci per le fibre di basalto, che naturalmente richiedono un'impregnazione profonda per prevenire la degradazione alcalina.
Qual è la durata tipica del sistema di filtraggio della vasca da bagno?
La griglia di filtrazione integrata è progettata per il funzionamento continuo e necessita di pulizia meccanica solo durante la manutenzione programmata dei turni.
Come si garantisce la Tg?
Grazie alla combinazione del nostro sistema di pre-polimerizzazione a infrarossi a onde corte con forni a tunnel riscaldati a 5 zone, garantiamo una polimerizzazione completa e uniforme in tutto il nucleo e sulla superficie della barra d'armatura.
Dove vengono prodotte le apparecchiature Composite-Tech?
Tutte le nostre macchine sono progettate e costruite nel nostro moderno stabilimento di produzione a Chișinău, in Moldavia, e spedite in tutto il mondo.
Conclusione
Nel 2026, l'industria della pultrusione non si basa più sulla velocità, ma sulla precisione certificabile. Man mano che i codici edilizi globali adottano standard rigorosi come ACI 440.11-22, I produttori che si affidano a sistemi a vasca aperta ormai obsoleti vengono esclusi dal mercato.
La tecnologia brevettata di Composite-Tech, che comprende l'attivazione superficiale al plasma freddo, il preriscaldamento a rotativa e il bagno di impregnazione a 3 fasi, rappresenta l'apice dell'ingegneria dei materiali compositi. Scegliendo le nostre apparecchiature, investite in un sistema di produzione automatizzato altamente redditizio che garantisce conformità immediata, zero sprechi di materiale e prestazioni del prodotto leader di mercato.
Smettete di sprecare denaro in scarti di resina e prodotti non certificati. Contattate oggi stesso il nostro team di ingegneri per ricevere una planimetria personalizzata, un calcolo dettagliato del ritorno sull'investimento (ROI) delle materie prime e una dimostrazione della nostra tecnologia brevettata al plasma freddo.
Saperne di più: Domande frequenti – Apparecchiature Composite-Tech e tecnologia GFRP