Szybka odpowiedź
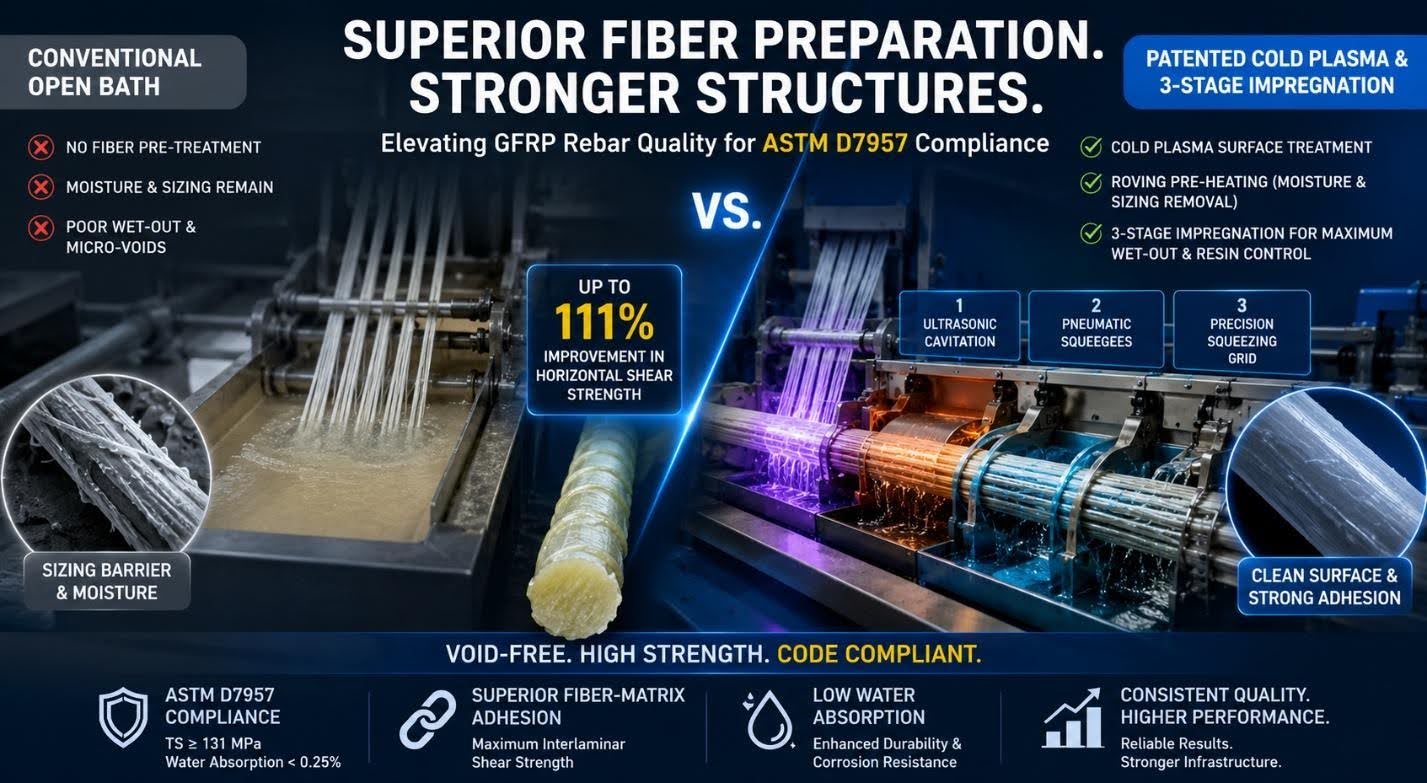
- Problem: Standardowe linie pultruzji wykorzystują podstawowe otwarte wanny bez wstępnej obróbki włókien, co skutkuje uwięzioną wilgocią, organicznymi barierami zabezpieczającymi przed zaklejaniem, mikropustkami i słabą przyczepnością żywicy.
- Rozwiązanie: Composite-Tech wykorzystuje opatentowaną metodę wstępnego kondycjonowania włókien połączoną z zaawansowaną 3-etapową kąpielą impregnacyjną, aby uzyskać idealne połączenie włókna z żywicą.
- Obróbka zimną plazmą: Nietermiczna plazma atmosferyczna zmienia strukturę molekularną włókna szklanego/bazaltowego, wprowadzając polarne grupy funkcyjne, które znacząco zwiększają energię powierzchniową i przyczepność żywicy.
- Podgrzewanie wstępne włókna: Kondycjonowanie termiczne powoduje odparowywanie uwięzionej wilgoci i wypalanie organicznych silanów tworzących film klejący, tworząc nieskazitelne miejsca aktywne i uwalniając mikroskopijną przestrzeń do głębokiej penetracji żywicy.
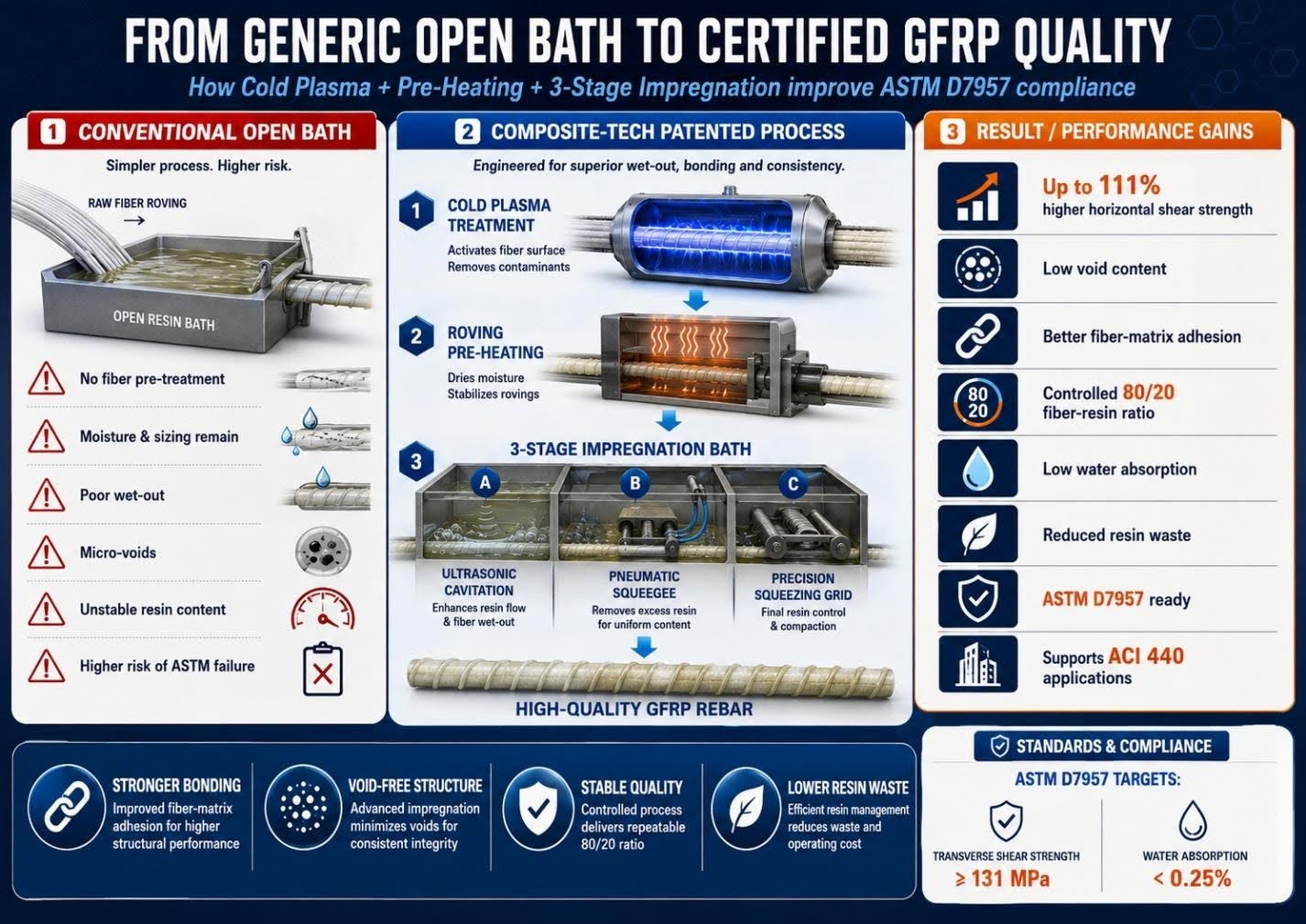
- 3-etapowa impregnacja: łączy w sobie kawitację ultradźwiękową otwierającą wiązki włókien, pneumatyczne rakle do wymuszonego mechanicznego nawilżania oraz precyzyjną kratkę ściskającą, która jednocześnie wyciska nadmiar żywicy i wymusza głębokie nasycenie, ściśle regulując stosunek żywicy do włókien.
- Wzrost wydajności: Ten łańcuch techniczny pozwala na uzyskanie kompozytów bez pustych przestrzeni, charakteryzujących się nawet o 111% lepszą wytrzymałością na ścinanie poziome oraz gwarantowaną zgodnością z normą ASTM D7957.
Dlaczego to ma znaczenie
Dla klientów B2B oceniających maszyny do pultruzji, przygotowanie powierzchni włókien i impregnacja są najważniejszymi czynnikami decydującymi o jakości produktu. Przewiduje się, że globalny rynek prętów zbrojeniowych kompozytowych osiągnie wartość 1,6 mld ton do 2035 roku, ale surowe przepisy konstrukcyjne, takie jak ACI 440.11-22 i ASTM D7957 Wymagają minimalnej wytrzymałości na ścinanie poprzeczne i współczynnika absorpcji wody poniżej . Podstawowe maszyny z kąpielą otwartą nie spełniają tych parametrów, ponieważ nie usuwają one organicznych klejonki i wilgoci, które zapobiegają tworzeniu się wiązań chemicznych między włóknem a matrycą żywiczną. Opatentowana przez Composite-Tech obróbka wstępna i ustrukturyzowany 3-etapowy proces kąpieli mokrej eliminują pierwotne przyczyny degradacji kompozytów, zapewniając, że Twój zakład stale produkuje certyfikowane produkty klasy infrastrukturalnej.
Chemia adhezji: dlaczego klejenie i wilgoć są wrogami GFRP
Włókna szklane i bazaltowe są produkowane z organiczną powłoką powierzchniową zwaną klejonką (polimerowe środki filmotwórcze, silanowe środki sprzęgające i środki smarujące), która chroni je przed ścieraniem podczas nawijania. Chociaż klejonka jest niezbędna do obróbki, stanowi ona istotną barierę fizyczną dla wysokowydajnej pultruzji:
1. Bariera silanowa i smarująca
Gruba, przemysłowa warstwa parafiny i silanu nakładana na surowe włókna uniemożliwia nowoczesnym żywicom termoutwardzalnym (takim jak żywice epoksydowe lub winyloestrowe) kontakt na poziomie molekularnym z rdzeniem krzemionkowym. To słabe zwilżanie pozostawia mikroskopijne szczeliny wzdłuż granicy faz włókna.
2. Zanieczyszczenie wilgocią
Włókno szklane jest wysoce hydrofilowe i pochłania wilgoć z otoczenia. Jeśli wilgoć ta zostanie wciągnięta bezpośrednio do kąpieli żywicy, zaburzy to kinetykę polimeryzacji żywicy, prowadząc do niepełnego utwardzenia, mikropustek i poważnej, długotrwałej podatności na działanie alkaliów z roztworów porowych betonu.
Dlaczego ma to znaczenie dla producentów: Bez aktywnej modyfikacji powierzchni i przygotowania termicznego wytrzymałość na ścinanie międzywarstwowe (ISS) gotowych prętów zbrojeniowych będzie się znacznie różnić, co doprowadzi do odrzucenia partii podczas testów przeprowadzanych przez niezależne laboratoria.
Wstępna obróbka włókien: opatentowana innowacja firmy Composite-Tech
Zanim włókna dotkną kąpieli żywicznej, Linie Composite-Tech poddać włókninę dwufazowemu procesowi kondycjonowania, który przygotowuje powierzchnię do uzyskania maksymalnej przyczepności:
Faza 1: Opatentowana modyfikacja powierzchni zimną plazmą
Composite-Tech jest światowym pionierem w zakresie integracji nierównowagowej zimnej plazmy (niskotemperaturowej plazmy atmosferycznej) bezpośrednio z linią pultruzji.
- Fizyka: Gdy włókna przechodzą przez pole plazmy zlokalizowanego wyładowania dielektrycznego (DBD), wysoce reaktywne cząsteczki (jony, wolne rodniki, wzbudzone atomy i fotony UV) bombardują powierzchnię włókna.
- Chemia: Bombardowanie rozbija obojętne wiązania węgiel-wodór na powierzchni włókna i implantuje grupy funkcyjne zawierające tlen (takie jak hydroksylowa, karbonylowa i karboksylowa).
- Rezultat: Kąt zwilżenia włókna wodą drastycznie spada, a energia swobodna na powierzchni gwałtownie wzrasta. W rezultacie powstaje ultrapolara, wysoce zwilżalna powierzchnia, która chemicznie “przyciąga” żywicę, optymalizując wiązanie międzyfazowe na poziomie molekularnym.
Faza 2: Wstępne podgrzewanie włóczki w wysokiej temperaturze
Natychmiast po aktywacji plazmowej włókna trafiają do zamkniętego, wysokowydajnego podgrzewacza wstępnego.
- Eliminacja wilgoci: Moduł ten, działający w skalibrowanych temperaturach przemysłowych, całkowicie odparowuje wilgoć zgromadzoną głęboko w wiązkach włókien.
- Degradacja termiczna włókna: Intensywne ciepło powoduje termizację i degradację nadmiaru organicznej parafiny i substancji smarujących tworzących film na włóknach.
- Otwieranie przestrzeni: Ten proces “otwiera” mikroskopijną przestrzeń między poszczególnymi włóknami, pozostawiając czyste, termicznie aktywowane miejsca aktywne, gotowe do wchłonięcia matrycy polimerowej.
3-etapowa kąpiel impregnacyjna na mokro: osiągnięcie nasycenia 100%
Gdy włókna są chemicznie aktywne, suche i czyste, trafiają do modułu impregnacji Composite-Tech. W przeciwieństwie do standardowych zbiorników zanurzeniowych, w których włókna po prostu unoszą się w płynnej żywicy, Composite-Tech wykorzystuje zaawansowaną technologię 3-stopniowej kąpieli, aby uzyskać całkowite zwilżenie:
Etap A: Kawitacja ultradźwiękowa
Pierwsza komora podgrzewanej kąpieli wyposażona jest w przetworniki ultradźwiękowe emitujące fale wysokiej częstotliwości () bezpośrednio do ciekłej matrycy żywicy.
- Energia ta wywołuje przejściową kawitację, tworząc mikropęcherzyki, które szybko się rozszerzają i zapadają.
- Powstałe mikrostrumienie gwałtownie rozpraszają wszelkie pozostałe mikropęcherzyki uwięzionego powietrza i wtłaczają żywicę głęboko do poruszającego się wiązki włókien, co pozwala na idealne zwilżenie rdzenia włókien.
Etap B: Dociskanie za pomocą pneumatycznej ściągaczki
W miarę przesuwania się włókien przechodzą one pod wytrzymałą mechaniczną raklą sterowaną przez precyzyjne cylindry pneumatyczne.
- Rakla pneumatyczna wywiera ciągły, kontrolowany nacisk mechaniczny na przesuwający się arkusz włókien, fizycznie wciskając i dociskając płynną żywicę do pustych przestrzeni między włóknami.
Etap C: Skalibrowana precyzyjna siatka ściskająca
Przed opuszczeniem wanny zwilżony arkusz tkaniny przechodzi przez specjalnie zaprojektowaną kratkę ściskającą.
- Siatka ta spełnia podwójną funkcję: jednocześnie ściska nadmiar żywicy powierzchniowej — zapobiegając marnowaniu materiału — a jednocześnie mechanicznie wciska pozostałą część spoiwa głęboko w rdzeń.
- Mechanizm ten umożliwia maszynie precyzyjną regulację stosunku żywicy do włókien (stosunek włókien do żywicy według masy), zapobiegając nadmiernemu wyciekaniu żywicy i utrzymując głębokie, równomierne nasycenie.
Dlaczego jest to ważne dla inżynierów: Dokładne zarządzanie stosunkiem włókien do żywicy zapobiega powstawaniu obszarów bogatych w żywicę lub suchych włókien, które są główną przyczyną mikropęknięć i deformacji kształtu w fazie utwardzania.
Macierz wydajności technicznej: linie kompozytowe a linie generyczne
| Możliwość / Moduł | Linie pultruzji ogólnej | Linie opatentowane Composite-Tech | Znaczenie techniczne i biznesowe |
|---|---|---|---|
| Podgrzewanie wstępne włóczki | Brak (zimne, mokre włókna wchodzą do kąpieli) | Tak (usuwanie wilgoci i klejenia) | Usuwa wady utwardzania i puste przestrzenie powstałe pod wpływem wilgoci. |
| Przygotowanie powierzchni włókien | Brak (włókna obojętne mają niską energię powierzchniową) | Opatentowana metoda DBD metodą zimnej plazmy | Zwiększa wytrzymałość wiązania włókna z żywicą na poziomie molekularnym. |
| Technologia impregnacji | Podstawowy zbiornik zanurzeniowy / wanna otwarta | 3-etapowa kąpiel mokra (US + ściągaczka + kratka) | Gwarantuje zawartość pustych przestrzeni (norma ASTM D7957). |
| Kontrola objętości żywicy | Karty wycieraczek ręcznych (niespójne) | Kalibrowana pneumatyczna kratka ściskająca | Precyzyjne dozowanie żywicy; zapobiega powstawaniu stref kruchych, bogatych w żywicę. |
| Wskaźnik odpadów żywicy | 3%–8% całkowitego zużycia | < 1,5% ze względu na aktywny recykling siatki | Bezpośrednie oszczędności w zakresie surowców wynoszące do $15 000 rocznie na linię. |
| Piece i wstępne utwardzanie | Tylko ogrzewanie konwekcyjne | Wzmacniacz podczerwieni krótkofalowej + piekarniki wielostrefowe | Rozpoczyna utwardzanie od wewnątrz na zewnątrz; zwiększa prędkość linii. |
| Metoda chłodzenia | Bezpośredni strumień zimnej wody (szok termiczny) | 2-etapowy: kontrolowane powietrze + woda | Zapobiega powstawaniu mikropęknięć i rozwarstwianiu się konstrukcji. |
Analiza ekonomiczna: wydajność materiałowa i kontrola żywicy
Żywica jest najdroższa Surowiec komponent w produkcji kompozytów, kosztujący około tely $3,00/kg za wysokiej jakości żywicę epoksydową lub winyloestrową. Zarządzanie zużyciem żywicy ma kluczowe znaczenie dla rentowności fabryki.
Kalkulacja kosztów żywicy za metr (pręt zbrojeniowy #3 / 10 mm)
Dla pręta zbrojeniowego GFRP o średnicy 10 mm i wadze około tely:
- Skład docelowy: włókno szklane () i matryca żywiczna ().
- Idealny koszt żywicy za metr:
Koszt nieefektywności (ogólna kąpiel otwarta)
Bez pneumatycznej kratki ściskającej Composite-Tech typowe maszyny mają problem ze zmianą zawartości żywicy, często pracując przy zawartości żywicy (lub marnując nadmiar materiału poprzez odpływ):
- Zużycie żywicy przy 25%: żywicy.
- Koszt żywicy za metr:
- Nadwyżka kosztów: $0,0225 za metr zmarnowanej żywicy.
Przy rocznej produkcji 4,25 mln metrów na linii CT6:
Dlaczego to ważne dla właścicieli firm: Skalibrowana rakla i precyzyjna siatka Composite-Tech zapewniają idealnie zbilansowane proporcje materiałów. Eliminuje to marnotrawstwo żywicy, co pozwala zaoszczędzić blisko 100 000 dolarów rocznie na linii produkcyjnej w kosztach operacyjnych.
Praktyczna lista kontrolna: Jak zapewnić zgodność z normami ASTM D7957 i ACI 440
- Aktywuj zimną plazmę: Upewnij się, że palnik plazmowy DBD pracuje w stabilnym polu elektrycznym, aby zmaksymalizować energię powierzchniową włókna.
- Kalibracja suszarki do włókien: Uruchom podgrzewacz włókien na co najmniej 250°C, aby odparować wilgoć przed kontaktem włókna z żywicą.
- Dostosuj wypalanie rozmiaru: Monitoruj temperaturę włókien, aby upewnić się, że degradacja cieplna nadmiaru organicznych środków smarnych została zakończona.
- Ustaw częstotliwość ultradźwiękową: Dostosuj kąpiel kawitacyjną tak, aby aktywnie rozbijać zwartą wiązkę włókien bez ich uszkadzania.
- Regulacja ciśnienia ściągaczki: Dostosuj ciśnienie siłownika pneumatycznego ściągaczki tak, aby odpowiadało profilowi lepkości systemu żywicy.
- Kalibracja siatki ściskającej: Upewnij się, że skalibrowana siatka jest oczyszczona z żywicy żelowej i wyrównana w celu utrzymania docelowej objętościowej frakcji włókien ().
- Sprawdź gradienty utwardzania: Użyj wielostrefowej matrycy do pultruzji z podgrzewaniem i dokładnością PID, aby zagwarantować odpowiedni stopień utwardzenia. .
- Kontrola chłodzenia: Upewnij się, że moduł chłodzenia dwustopniowego działa (najpierw powietrze, potem woda), aby zapobiec wewnętrznym mikropęknięciom termicznym.
FAQ: Szczegółowe pytania techniczne dotyczące impregnacji metodą pultruzji
Dlaczego w waszych maszynach nie stosuje się zamkniętej technologii wtrysku ciągłego?
Zamknięta pultruzja wtryskowa (CIP) sprawdza się w przypadku prostych profili, ale ma poważne wady w przypadku produkcji prętów zbrojeniowych wieloliniowych. Wymaga ona bardzo skomplikowanych i drogich matryc wtryskowych, które łatwo się zatykają w przypadku stosowania żywic szybkoutwardzalnych. Nasza obróbka wstępna w połączeniu z 3-etapową kąpielą mokrą zapewnia równie niską zawartość pustych przestrzeni () i zerową ilość odpadów, ale przy znacznie niższych kosztach konserwacji i konfiguracji.
Jaki wpływ zimna plazma ma na włókno szklane?
Tworzy mikrotrawienie (nano-chropowatość) i implantuje polarne grupy tlenowe (, ) na powierzchni włókna. Zmienia to naturę chemiczną włókna, zwiększając zwilżalność powierzchni i tworząc wiązania kowalencyjne z matrycą polimerową.
Czy wstępne podgrzanie włókna szklanego może je uszkodzić?
Nie. Włókna szklane i bazaltowe wytrzymują temperatury do 10°C bez utraty integralności strukturalnej. Wstępne podgrzanie usuwa jedynie organiczne składniki kleju i wilgoć, co jest bardzo korzystne dla przyczepności.
Jak działa ściągaczka pneumatyczna?
Wykorzystuje zestaw cylindrów pneumatycznych do dociskania skalibrowanego metalowego ostrza (skrobaka/rakli) do poruszającego się arkusza włókien. Powoduje to fizyczne wniknięcie płynnej żywicy w głąb włókien, wyciskając wszelkie pęcherzyki powietrza.
Czy możemy używać winyloestru i żywicy epoksydowej w tej samej kąpieli?
Tak. Wanna ze stali nierdzewnej jest kompatybilna z żywicami epoksydowymi, winyloestrowymi i poliestrowymi. Czyszczenie i wymiana systemu żywicy zajmuje około 1 godziny.
Dlaczego kratka ściskająca jest lepsza od wycieraczek gumowych?
Gumowe wycieraczki szybko się zużywają, powodując nierównomierne średnice prętów zbrojeniowych. Nasza kratka dociskowa wykonana jest ze stali odpornej na zużycie, co zapewnia stałą szczelinę mechaniczną, gwarantującą absolutną stabilność wymiarową i precyzyjną zawartość żywicy.
Co się stanie, jeśli włóczka nie zostanie podgrzana?
Uwięziona wilgoć będzie się rozszerzać wewnątrz nagrzanej matrycy utwardzającej, powodując powstawanie wewnętrznych pęcherzyków pary (rozwarstwienie) i mikropustek, co spowoduje, że pręt zbrojeniowy nie przejdzie testu absorpcji wody ASTM D7957.
Ilu operatorów jest potrzebnych do obsługi linii CT6?
Dzięki w pełni zautomatyzowanym systemom podawania włókien, wstępnej obróbki, nawijania i cięcia, do pracy potrzebny jest tylko jeden operator na zmianę.
Czy Twoje linie obsługują włókno bazaltowe (BFRP)?
Tak. Kondycjonowanie włókien i trzyetapowa kąpiel są bardzo skuteczne w przypadku włókien bazaltowych, które naturalnie wymagają głębokiego namoczenia, aby zapobiec degradacji pod wpływem alkaliów.
Jaka jest typowa żywotność systemu filtracji w wannie?
Zintegrowana siatka filtracyjna jest przeznaczona do pracy ciągłej i wymaga mechanicznego czyszczenia wyłącznie podczas planowych przeglądów konserwacyjnych.
Jak gwarantujesz Tg?
Łącząc nasz wzmacniacz wstępnego utwardzania promieniowaniem podczerwonym o krótkiej fali z piecami tunelowymi o 5 strefach, zapewniamy pełną, równomierną polimeryzację w całym rdzeniu i na powierzchni pręta zbrojeniowego.
Gdzie produkowany jest sprzęt Composite-Tech?
Wszystkie nasze maszyny są projektowane i produkowane w nowoczesnym zakładzie produkcyjnym w Kiszyniowie w Mołdawii i wysyłane na cały świat.
Wniosek
Branża pultruzji w 2026 roku nie skupia się już na szybkości, lecz na certyfikowanej precyzji. Wraz z wprowadzaniem surowych norm budowlanych na całym świecie, ACI 440.11-22, Producenci, którzy opierają się na przestarzałych systemach z otwartą wanną, są wykluczani z rynku.
Opatentowany zestaw technologii Composite-Tech – obejmujący aktywację powierzchni zimną plazmą, wstępne podgrzewanie włókien i 3-stopniową kąpiel impregnacyjną – reprezentuje absolutny szczyt inżynierii kompozytów. Wybierając nasz sprzęt, inwestują Państwo w wysoce rentowny, zautomatyzowany system produkcyjny, który gwarantuje natychmiastową zgodność z wymaganiami, zerowe straty materiałów i wiodącą na rynku wydajność produktu.
Przestań marnować pieniądze na odpady żywiczne i niecertyfikowaną produkcję. Skontaktuj się z naszym zespołem inżynierów już dziś, aby otrzymać spersonalizowany plan piętra, szczegółową kalkulację zwrotu z inwestycji w surowce oraz demonstrację naszej opatentowanej technologii zimnej plazmy.
Dowiedz się więcej: FAQ – Sprzęt Composite-Tech i technologia GFRP