Бърз отговор
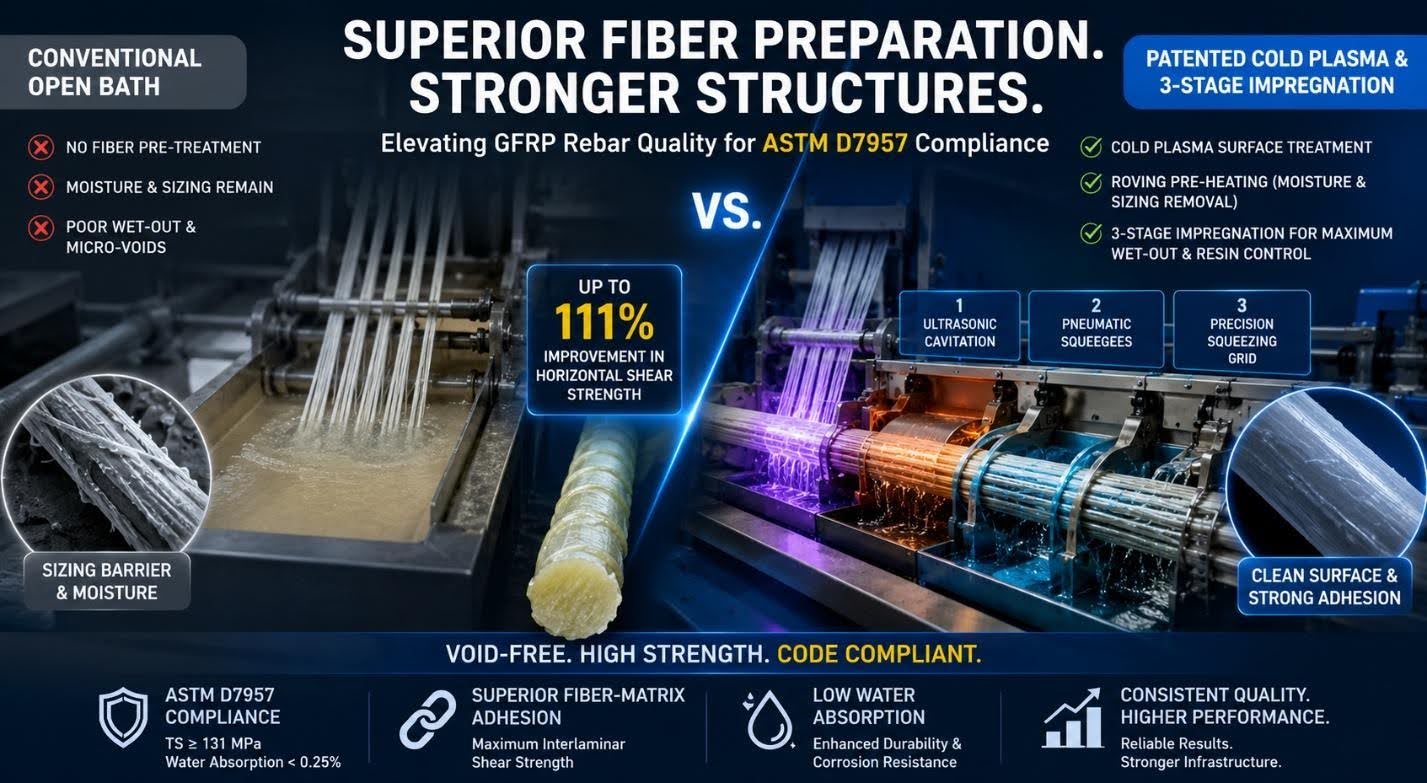
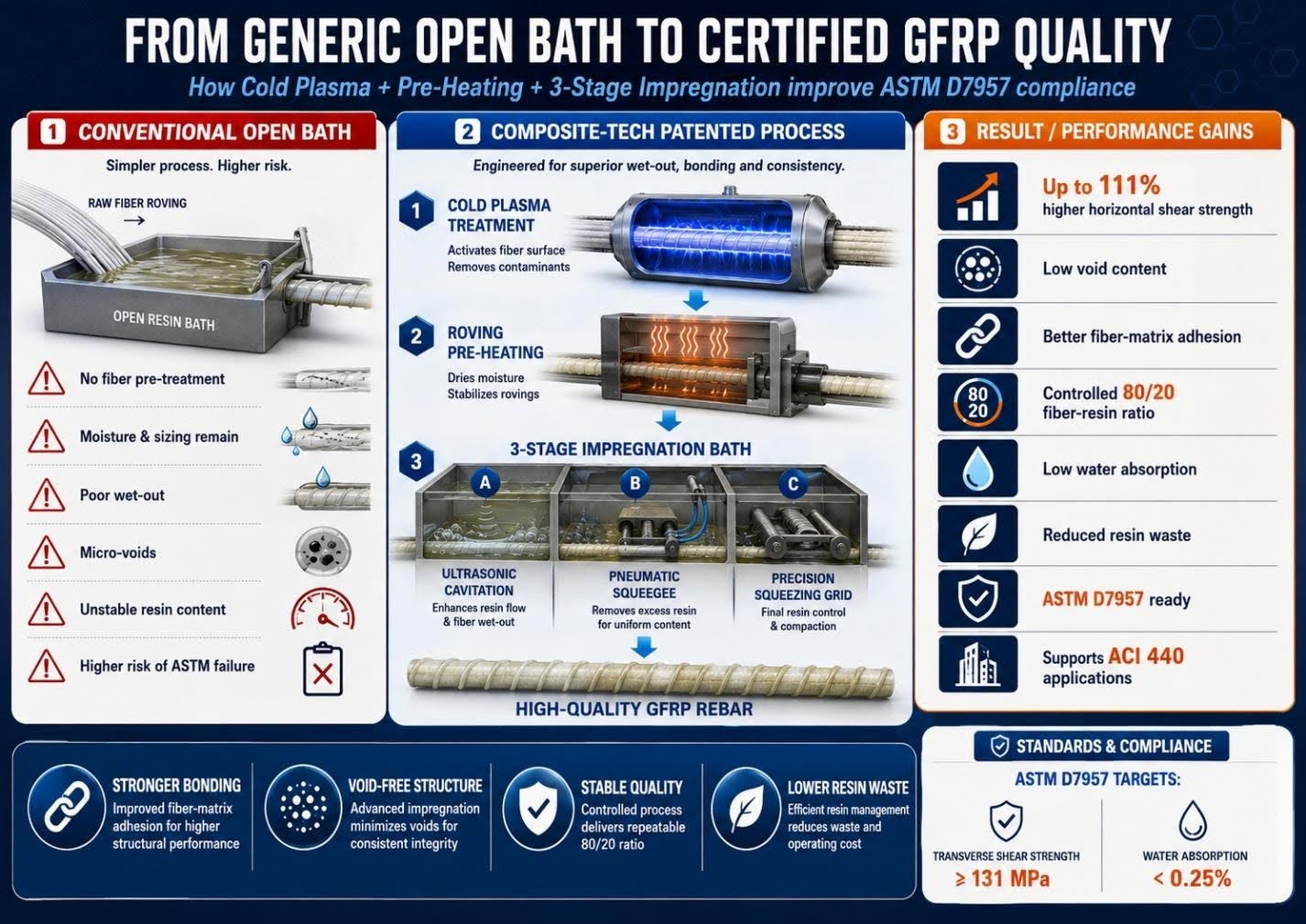
- Проблемът: Стандартните пултрузионни линии използват основни отворени вани без предварителна обработка с влакна, което води до задържане на влага, органични бариери за оразмеряване, микрокухини и лоша адхезия на смолата.
- Решението: Composite-Tech използва патентована предварителна обработка с кондициониране на влакната, съчетана с усъвършенствана 3-степенна импрегнираща вана, за да постигне безупречно свързване между влакната и смолата.
- Студена плазмена обработка: Нетермичната атмосферна плазма променя молекулярната структура на стъклените/базалтови влакна, въвеждайки полярни функционални групи, които драстично увеличават повърхностната енергия и адхезията на смолата.
- Предварително нагряване на ровинга: Термичното кондициониране изпарява задържаната влага и изгаря органичните силанови филмообразуващи вещества, създавайки чисти активни центрове и освобождавайки микроскопично пространство за дълбоко проникване на смолата.
- 3-степенна импрегнация: Интегрира ултразвукова кавитация за отваряне на снопчета влакна, пневматични гумени шпатули за принудително механично омокряне и прецизна решетка за изстискване, която едновременно изстисква излишната смола и принуждава дълбоко насищане, като същевременно плътно регулира съотношението смола-влакна.
- Повишаване на производителността: Тази техническа верига води до композити без кухини с подобрение на хоризонталната якост на срязване до 111% и гарантирано съответствие с ASTM D7957.
Защо това е важно
За B2B купувачите, оценяващи машини за пултрузия, подготовката на повърхността на влакната и импрегнирането са основните определящи фактори за качеството на продукта. Прогнозите са, че световният пазар на композитна арматура ще достигне 1,68 милиарда рупии до 2035 г., но строги структурни норми като... ACI 440.11-22 и ASTM D7957 изискват минимална напречна якост на срязване и скорост на водопоглъщане под . Основните машини с отворена баня не могат да отговорят на тези показатели, защото не успяват да отстранят органичния размер и влагата, които предотвратяват химическото свързване между влакното и матрицата на смолата. Патентованата предварителна обработка и структурираният 3-етапен процес на мокра баня на Composite-Tech елиминират основните причини за разграждане на композита, гарантирайки, че вашето съоръжение постоянно произвежда сертифицирани продукти с инфраструктурен клас.
Химия на адхезията: Защо оразмеряването и влагата са врагове на GFRP
Стъклените и базалтовите влакна се произвеждат с органично повърхностно покритие, наречено апретиране (полимерни филмообразуващи вещества, силанови свързващи агенти и смазочни материали), за да се предпазят от износване по време на навиване. Въпреки че апретирането е необходимо за обработка, то представлява основна физическа бариера за високоефективното пултрузиране:
1. Силановата и лубрикантната бариера
Дебелият парафинов и силанов апликатор с индустриално качество, нанесен върху суровите ровинги, пречи на съвременните термореактивни смоли (като епоксидни или виниловестерни) да постигнат молекулярен контакт със силициевото ядро. Това лошо омокряне оставя микроскопични празнини по интерфейса на влакната.
2. Замърсяване с влага
Стъклените влакна са силно хидрофилни и абсорбират влагата от околната среда. Ако тази влага се засмуче директно във ваната със смола, тя нарушава кинетиката на полимеризация на смолата, което води до непълно втвърдяване, микрокухини и сериозна дългосрочна чувствителност към алкално въздействие от разтвори в порите на бетона.
Защо това е важно за производителите: Без активна модификация на повърхността и термична подготовка, междуслойната якост на срязване (ISS) на готовата арматурна щанга ще варира значително, което ще доведе до бракуване на партиди по време на лабораторни тестове от трети страни.
Предварителна обработка с кондициониране на влакна: патентована иновация на Composite-Tech
Преди влакната да докоснат смолната баня, Композитно-технологични линии подложете ровинга на двуфазен процес на кондициониране, който подготвя повърхността за максимална адхезия:
Фаза 1: Патентована модификация на повърхността със студена плазма
Composite-Tech е световен пионер в интегрирането на неравновесна студена плазма (нискотемпературна атмосферна плазма) директно върху пултрузионната линия.
- Физика: Докато ровингът преминава през плазменото поле на локализиран диелектричен бариерен разряд (DBD), силно реактивни частици (йони, свободни радикали, възбудени атоми и UV фотони) бомбардират повърхността на влакното.
- Химия: Това бомбардиране разкъсва инертните въглерод-водородни връзки на повърхността на влакното и имплантира кислородсъдържащи функционални групи (като хидроксил, карбонил и карбоксил).
- Резултатът: Ъгълът на контакт с водата на влакното спада драстично, а свободната повърхностна енергия се увеличава рязко. Това създава ултраполярна, силно омокряема повърхност, която химически “привлича” смолата, оптимизирайки междуфазовото свързване на молекулярно ниво.
Фаза 2: Предварително нагряване на ровинг при висока температура
Веднага след плазмената активация, влакната влизат в затворен, високоефективен предварителен нагревател за ровинг.
- Елиминиране на влагата: Работейки при калибрирани индустриални температури, този модул напълно изпарява дълбоко натрупаната влага във влакнестите снопове.
- Термично разграждане при оразмеряване: Интензивната топлина термализира и разгражда излишния органичен парафин и образувателите на смазочен филм върху ровинга.
- Отваряне на пространството: Този процес “отваря” микроскопичното пространство между отделните нишки, оставяйки чисти, термично активирани активни центрове, готови да абсорбират полимерната матрица.
3-степенна вана за мокро импрегниране: Постигане на насищане 100%
След като влакната са химически активни, сухи и чисти, те влизат в импрегнационния модул на Composite-Tech. За разлика от обикновените потапящи резервоари, където влакната просто плуват през течна смола, Composite-Tech използва високотехнологична 3-степенна вана, за да постигне абсолютно омокряне:
Етап А: Ултразвукова кавитация
Първото отделение на нагрятата баня е оборудвано с ултразвукови преобразуватели, излъчващи високочестотни вълни () директно в течната смолна матрица.
- Тази енергия предизвиква преходна кавитация, създавайки микромехурчета, които бързо се разширяват и свиват.
- Получените микроструи разпръскват енергично всички останали микромехурчета от затворен въздух и принуждават смолата да проникне дълбоко в движещия се сноп влакна, постигайки перфектно омокряне на сърцевините на нишките.
Етап Б: Притискане с пневматична гумена шпатула
Докато ровингите се придвижват, те преминават под тежка механична ракела, управлявана от високопрецизни пневматични цилиндри.
- Пневматичната гумена шпатула упражнява непрекъснато, контролирано механично налягане върху движещия се влакнест лист, като физически избутва и притиска течната смола в кухините между влакната.
Етап C: Калибрирана прецизна решетка за притискане
Преди да излезе от ваната, намокреният лист ровинг преминава през специално разработена решетка за изстискване (отжимна решетка).
- Тази решетка изпълнява двойна функция: едновременно изстисква обратно излишната повърхностна смола – предотвратявайки разхищението на материал – като същевременно механично притиска останалото свързващо вещество дълбоко в сърцевината.
- Този механизъм позволява на машината прецизно да регулира съотношението смола-влакна (влакна/смола по тегло), като гарантира, че няма излишно оттичане на смолата, като същевременно се поддържа дълбоко и равномерно насищане.
Защо това е важно за инженерите: Управлението на точното съотношение влакна към смола предотвратява образуването на богати на смола или сухи участъци от влакна, които са водеща причина за микропукнатини и изкривявания на формата по време на фазата на втвърдяване.
Матрица на техническите характеристики: Composite-Tech срещу Generic Lines
| Възможност / Модул | Общи линии за пултрузия | Патентовани линии от Composite-Tech | Техническо и бизнес значение |
|---|---|---|---|
| Предварително нагряване на ровинга | Няма (студени, мокри влакна влизат във ваната) | Да (отстраняване на влага и оформяне) | Елиминира дефекти и кухини от втвърдяване, причинени от влага. |
| Подготовка на повърхността на влакната | Няма (инертните влакна имат ниска повърхностна енергия) | Патентована студена плазмена DBD | Умножава здравината на връзката между влакна и смола на молекулярно ниво. |
| Технология за импрегниране | Основен резервоар за потапяне / отворена вана | 3-степенна мокра баня (САЩ + гумена гума + решетка) | Гарантирано съдържание на кухини (стандарт ASTM D7957). |
| Контрол на обема на смолата | Карти за ръчно управление на чистачките (непоследователни) | Калибрирана пневматична решетка за притискане | Прецизно дозиране на смола; предотвратява образуването на богати на смола крехки зони. |
| Процент на отпадъци от смола | 3%–8% от общото потребление | < 1.5% поради активно рециклиране в мрежата | Директни икономии на суровини до 15 000 търговска единица годишно на линия. |
| Фурни и предварително втвърдяване | Само конвекционно отопление | Късовълнов инфрачервен усилвател + многозонови фурни | Започва втвърдяването отвътре навън; увеличава скоростта на линията. |
| Метод на охлаждане | Директна струя студена вода (термичен шок) | 2-степенен: контролиран въздух + вода | Предотвратява микропукнатини и структурно разслояване. |
Икономически анализ: Ефективност на материалите и контрол на смолата
Смолата е най-скъпата суровина компонент в производството на композити, струващ приблизително tely $3.00/кг за висококачествена епоксидна смола или винилов естер. Управлението на потреблението на смола е от решаващо значение за рентабилността на фабриката.
Изчисляване на цената на смолата на метър (#3 / 10 мм арматурно желязо)
За 10 мм GFRP арматура с тегло приблизително tely:
- Състав на целевия материал: стъклени влакна () и смолна матрица ().
- Идеална цена на смола за метър:
Цената на неефективността (обща отворена баня)
Без пневматичната решетка за изстискване на Composite-Tech, машините с общо предназначение страдат от отклонение на съдържанието на смола, често работейки на ниво, равно на съдържанието на смола (или губейки излишен материал чрез оттичане):
- Разход на смола при 25%: от смолата.
- Цена на смола на метър:
- Допълнителни разходи: $0.0225 на метър отработена смола.
При годишно производство от 4,25 милиона метра на линия CT6:
Защо това е важно за собствениците на бизнес: Калибрираната гумена шпатула и прецизната решетка на Composite-Tech поддържат перфектно балансирани съотношения на материалите. Елиминира се разхищението на смола, спестявайки близо $100 000 годишно на линия от оперативни разходи.
Практически контролен списък: Как да осигурите съответствие с ASTM D7957 и ACI 440
- Активиране на студена плазма: Уверете се, че плазмената горелка DBD работи със стабилно електрическо поле, за да се увеличи максимално повърхностната енергия на влакната.
- Калибриране на сушилнята за ровинг: Пуснете предварителния нагревател на ровинга на минимална скорост, за да се изпари влагата преди контакт между влакната и смолата.
- Регулиране на изгарянето на оразмеряването: Следете температурите на ровинга, за да се гарантира, че термичното разграждане на излишните органични смазочни материали е завършено.
- Задаване на ултразвукова честота: Настройте кавитационната вана, за да прекъснете активно уплътняването на сноповете влакна, без да повредите влакната.
- Регулиране на налягането на гумената гумена гърловина: Регулирайте налягането в пневматичния цилиндър на гумената гумена гърловина, за да съответства на вискозитетния профил на вашата смолна система.
- Калибриране на решетката за притискане: Уверете се, че калибрираната решетка е почистена от желирана смола и е подравнена, за да поддържа целевата обемна фракция на влакната ().
- Проверка на градиентите на втвърдяване: Използвайте многозонна нагрята пултрузионна матрица с PID точност, за да гарантирате степен на втвърдяване. .
- Контролирайте охлаждането: Уверете се, че двустепенният охлаждащ модул работи (първо въздух, след това вода), за да предотвратите вътрешни термични микропукнатини.
ЧЗВ: Задълбочени технически въпроси относно импрегнирането чрез пултрузия
Защо затворената инжекционна пултрузия не се използва във вашите машини?
Затвореното инжекционно пултрузиране (CIP) работи добре за прости профили, но има големи недостатъци при многолинейното производство на арматурни пръти. То изисква много сложни и скъпи инжекционни матрици, които лесно се запушват при използване на бързо втвърдяващи се смоли. Нашата предварителна обработка, комбинирана с 3-степенната мокра баня, постига същото ниско съдържание на кухини () и нулеви отпадъци, но със значително по-ниска сложност на поддръжката и настройката.
Какво всъщност прави студената плазма със стъклените влакна?
Това създава микроецване (нано-грапавост) и имплантира полярни кислородни групи (, ) върху повърхността на влакното. Това променя химическата природа на влакното, увеличавайки омокряемостта на повърхността и създавайки ковалентни връзки с полимерната матрица.
Предварителното нагряване на ровинга уврежда ли стъклените влакна?
Не. Стъклените и базалтовите влакна могат да издържат на температури до без загуба на структурна цялост. Предварителното нагряване премахва само органичните компоненти на апретиращия материал и влагата, което е изключително полезно за адхезията.
Как работи пневматичната чистачка?
Използва набор от пневматични цилиндри, за да притисне калибрирано метално острие (скрепер/гумка) към движещия се лист от влакна. Това физически принуждава течната смола да проникне дълбоко във влакната, изстисквайки всеки натрупан въздух.
Можем ли да използваме винилов естер и епоксидна смола в една и съща вана?
Да. Ваната от неръждаема стомана е съвместима с епоксидни, винилестерни и полиестерни смоли. Почистването и смяната на смолната система отнема около 1 час.
Защо решетката за изстискване е по-добра от гумените чистачки?
Гумените чистачки се износват бързо, което води до несъответствия в диаметъра на арматурното желязо. Нашата притискаща решетка е изработена от износоустойчива стомана, осигуряваща фиксирана механична междина, която гарантира абсолютна размерна стабилност и прецизно съдържание на смола.
Какво се случва, ако ровингът не е предварително загрят?
Задържаната влага ще се разшири вътре в нагрятата матрица за втвърдяване, създавайки вътрешни парни мехурчета (разслояване) и микрокухини, което ще доведе до неуспех на арматурното желязо да премине теста за водопоглъщане по ASTM D7957.
Колко оператори са необходими за експлоатацията на линия CT6?
Необходим е само 1 оператор на смяна, благодарение на напълно автоматизираните системи за подаване, предварителна обработка, навиване и рязане на влакна.
Вашите линии поддържат ли базалтови влакна (BFRP)?
Да. Кондиционирането на влакната и 3-степенната баня са високоефективни за базалтови влакна, които естествено изискват дълбоко омокряне, за да се предотврати разграждането им от алкали.
Какъв е типичният живот на филтриращата система във ваната?
Интегрираната филтрираща решетка е проектирана за непрекъсната работа и се нуждае от механично почистване само по време на планирана поддръжка на смени.
Как гарантирате Tg?
Чрез комбиниране на нашия късовълнов инфрачервен усилвател за предварително втвърдяване с 5-зонови нагрявани тунелни пещи, ние осигуряваме пълна и равномерна полимеризация в цялото ядро и повърхност на арматурното желязо.
Къде се произвежда оборудването Composite-Tech?
Всички наши машини са проектирани и произведени в нашето модерно производствено съоръжение в Кишинев, Молдова, и се доставят по целия свят.
Заключение
През 2026 г. индустрията за пултрузия вече не е въпрос на скорост, а на сертифицирана прецизност. Тъй като глобалните строителни норми приемат строги стандарти като ACI 440.11-22, производителите, които разчитат на остарели системи с отворени бани, биват изгонени от пазара.
Патентованият технологичен пакет на Composite-Tech – включващ повърхностно активиране със студена плазма, предварително нагряване с ровинг и 3-степенна импрегнираща вана – представлява абсолютния връх на композитното инженерство. Избирайки нашето оборудване, вие инвестирате във високопечеливша, автоматизирана производствена система, която гарантира незабавно съответствие, нулеви отпадъци от материали и водеща на пазара производителност на продукта.
Спрете да хабите пари за оттичане на смола и несертифицирана продукция. Свържете се с нашия инженерен екип още днес, за да получите персонализиран план на етажа, подробно изчисление на възвръщаемостта на инвестициите в суровини и демонстрация на нашата патентована технология за студена плазма.
Научете повече: ЧЗВ – Оборудване с композитни технологии и GFRP технология