Быстрый ответ
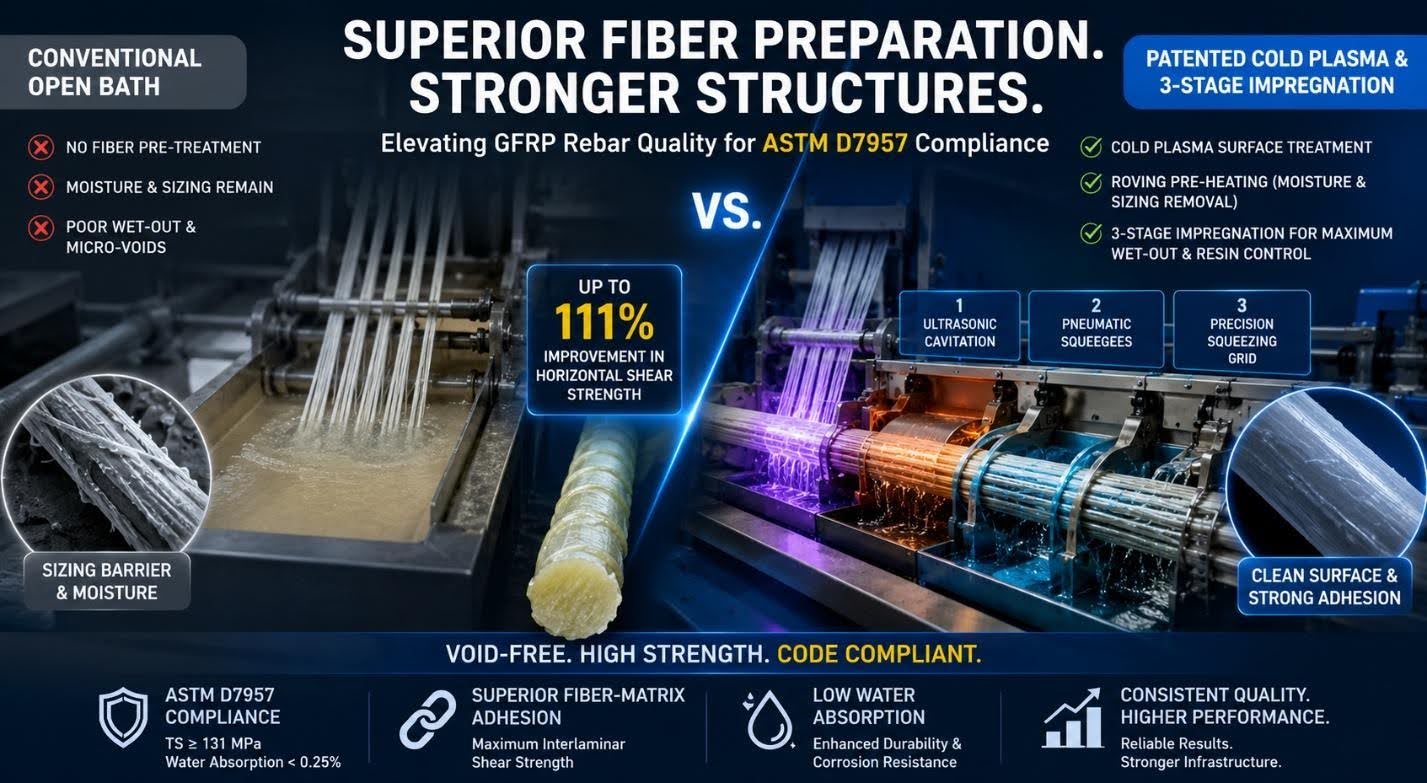
- Проблема: В стандартных линиях пултрузии используются простые открытые ванны без предварительной обработки волокон, что приводит к задержке влаги, образованию органических пропиточных барьеров, микропустот и плохой адгезии смолы.
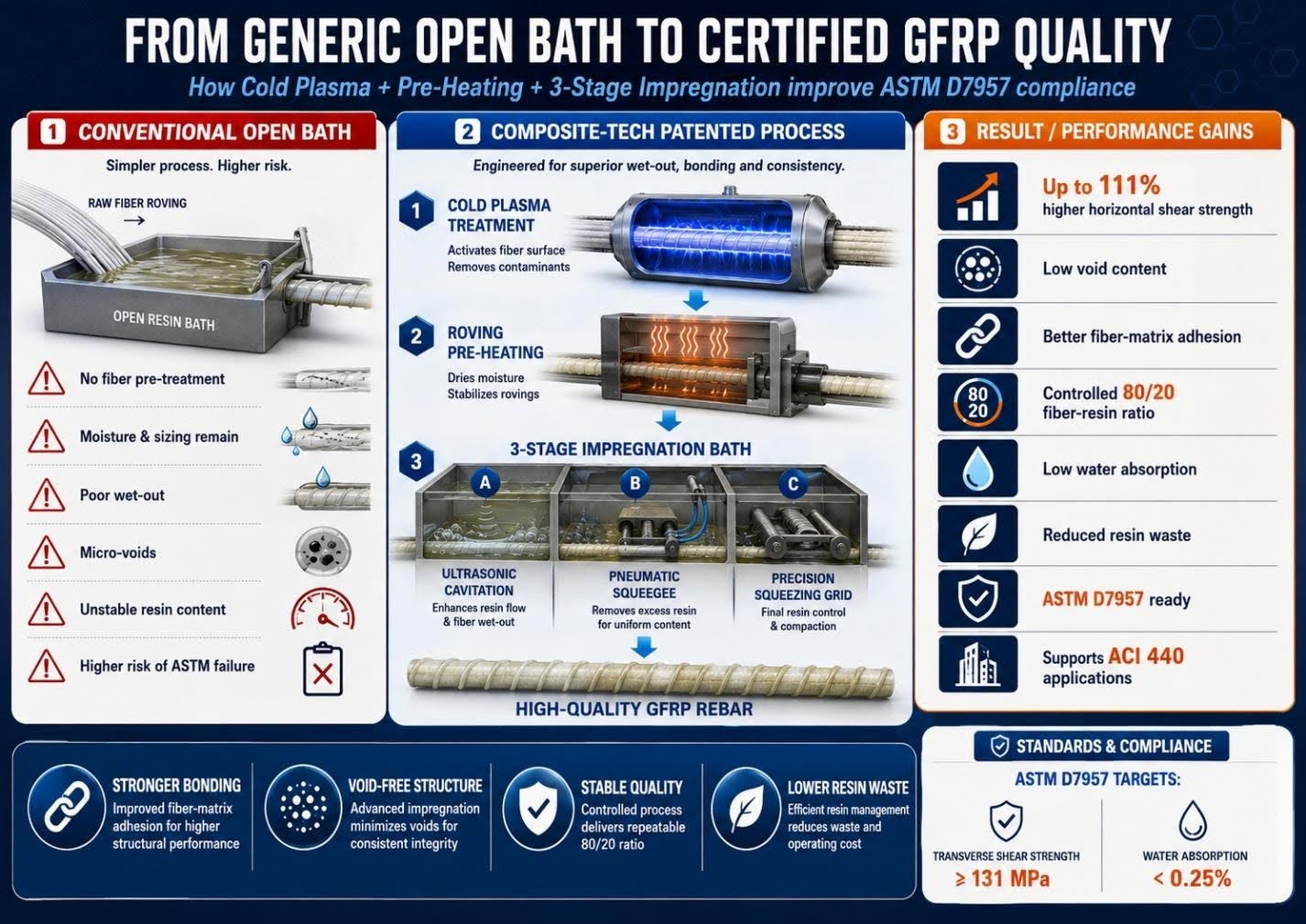
- Решение: Компания Composite-Tech использует запатентованную предварительную обработку волокон в сочетании с усовершенствованной трехступенчатой пропиточной ванной для достижения безупречного сцепления волокон со смолой.
- Обработка холодной плазмой: Нетепловая атмосферная плазма изменяет молекулярную структуру стекловолокна/базальтового волокна, вводя полярные функциональные группы, которые значительно увеличивают поверхностную энергию и адгезию смолы.
- Предварительный нагрев ровинга: Термическая обработка испаряет скопившуюся влагу и сжигает органические силановые проклеивающие пленкообразующие вещества, создавая чистые активные участки и освобождая микроскопическое пространство для глубокого проникновения смолы.
- Трехступенчатая пропитка: включает ультразвуковую кавитацию для раскрытия пучков волокон, пневматические скребки для принудительного механического пропитывания и прецизионную сетку для отжима, которая одновременно отжимает излишки смолы и обеспечивает глубокое насыщение, при этом строго регулируя соотношение смолы и волокон.
- Повышение производительности: Эта техническая цепочка позволяет получать композиты без пустот с улучшением горизонтальной прочности на сдвиг до 111% и гарантированным соответствием стандарту ASTM D7957.
Почему это важно
Для покупателей B2B, оценивающих оборудование для пултрузии, подготовка поверхности волокна и пропитка являются определяющими факторами качества продукции. Прогнозируется, что к 2035 году мировой рынок композитной арматуры достигнет 1,68 млрд трлн рупий, однако строгие строительные нормы, такие как... ACI 440.11-22 и ASTM D7957 Для композитных материалов требуется минимальная прочность на поперечный сдвиг и коэффициент водопоглощения ниже определенного значения. Обычные машины для обработки в открытой ванне не могут соответствовать этим показателям, поскольку они не удаляют органический пропиточный слой и влагу, препятствующие химической связи между волокном и смоляной матрицей. Запатентованная технология предварительной обработки и структурированный трехступенчатый процесс обработки в мокрой ванне от Composite-Tech устраняют первопричины деградации композитных материалов, гарантируя стабильное производство сертифицированной продукции инфраструктурного класса на вашем предприятии.
Химия адгезии: почему пропитка и влага — враги стекловолокнистого полимерного композита.
Стекловолокно и базальтовое волокно изготавливаются с органическим поверхностным покрытием, называемым пропиткой (полимерные пленкообразователи, силановые связующие агенты и смазки), для защиты от истирания во время намотки. Хотя пропитка необходима для удобства обращения, она представляет собой серьезное физическое препятствие для высокоэффективной пултрузии:
1. Силановый и смазочный барьер
Толстый слой парафина и силана промышленного класса, наносимый на необработанные ровинги, препятствует достижению молекулярным контактом современных термореактивных смол (таких как эпоксидные или винилэфирные) с кремнеземным сердечником. Плохое смачивание приводит к образованию микроскопических зазоров вдоль границы раздела волокон.
2. Загрязнение влагой
Стекловолокно обладает высокой гидрофильностью и поглощает влагу из окружающей среды. Если эта влага попадает непосредственно в смоляную ванну, это нарушает кинетику полимеризации смолы, что приводит к неполному отверждению, образованию микропустот и высокой долговременной восприимчивости к воздействию щелочей из растворов в порах бетона.
Почему это важно для производителей: Без активной модификации поверхности и термической обработки межслойная прочность на сдвиг (МСС) готовой арматуры будет сильно варьироваться, что приведет к отбраковке партий при проведении лабораторных испытаний сторонними организациями.
Предварительная обработка волокон: запатентованная инновация компании Composite-Tech.
Прежде чем волокна соприкоснутся с ванной со смолой, Линии Composite-Tech подвергнуть ровинг двухэтапному процессу кондиционирования, который подготавливает поверхность для максимальной адгезии:
Этап 1: Запатентованная технология модификации поверхности холодной плазмой
Composite-Tech является мировым пионером в области интеграции неравновесной холодной плазмы (низкотемпературной атмосферной плазмы) непосредственно в линию пултрузии.
- Физика: Когда ровинг проходит через локализованное плазменное поле диэлектрического барьерного разряда (ДБР), высокореактивные частицы (ионы, свободные радикалы, возбужденные атомы и УФ-фотоны) бомбардируют поверхность волокна.
- Химический процесс: Эта бомбардировка разрывает инертные углерод-водородные связи на поверхности волокна и внедряет кислородсодержащие функциональные группы (такие как гидроксильные, карбонильные и карбоксильные).
- Результат: угол смачивания волокна водой резко падает, а поверхностная свободная энергия резко возрастает. Это создает ультраполярную, хорошо смачиваемую поверхность, которая химически “притягивает” смолу, оптимизируя межфазное сцепление на молекулярном уровне.
Этап 2: Предварительный нагрев ровницы при высокой температуре
После плазменной активации волокна Immediately поступают в закрытый высокоэффективный ровинговый предварительный нагреватель.
- Удаление влаги: Работая при калиброванных промышленных температурах, этот модуль полностью испаряет глубоко въевшуюся влагу внутри волоконных пучков.
- Термическая деградация при проклейке: Интенсивный нагрев приводит к термической обработке и деградации избытка органического парафина и смазывающих пленкообразующих веществ на ровинге.
- Открытие пространства: Этот процесс “расширяет” микроскопическое пространство между отдельными нитями, оставляя чистые, термически активированные активные участки, готовые к поглощению полимерной матрицы.
Трехступенчатая влажная пропитка: достижение насыщения 100%
После того как волокна химически активны, высохли и очищены, они попадают в модуль пропитки Composite-Tech. В отличие от обычных ванн для погружения, где волокна просто плавают в жидкой смоле, Composite-Tech использует высокотехнологичную трехступенчатую ванну для достижения полного пропитывания:
Этап А: Ультразвуковая кавитация
Первый отсек нагревательной ванны оборудован ультразвуковыми преобразователями, излучающими высокочастотные волны () непосредственно в жидкую смоляную матрицу.
- Эта энергия вызывает кратковременную кавитацию, в результате которой образуются микропузырьки, которые быстро расширяются и схлопываются.
- Образующиеся микроструи интенсивно рассеивают оставшиеся микропузырьки захваченного воздуха и проталкивают смолу глубоко внутрь движущегося пучка волокон, обеспечивая идеальное пропитывание сердцевинных волокон.
Этап B: Пневматическое прижимание ракеля
По мере продвижения ровницы она проходит под мощным механическим скребком, управляемым высокоточными пневматическими цилиндрами.
- Пневматический скребок оказывает непрерывное, контролируемое механическое давление на движущийся волокнистый лист, физически вдавливая жидкую смолу в пустоты между волокнами.
Этап C: Калиброванная прецизионная сжимающая сетка
Перед выходом из ванны смоченный ровинговый лист проходит через специально разработанную сжимающую решетку.
- Эта сетка выполняет двойную функцию: она одновременно отжимает излишки поверхностной смолы, предотвращая потери материала, и механически вдавливает оставшееся связующее глубоко в сердцевину.
- Этот механизм позволяет машине точно регулировать соотношение смолы и волокна (волокна к смоле по весу), обеспечивая отсутствие избыточного стекания смолы и поддерживая глубокое, равномерное насыщение.
Почему это важно для инженеров: Точное регулирование соотношения волокна и смолы предотвращает образование участков с избытком смолы или сухих волокон, которые являются основной причиной микротрещин и деформаций формы во время фазы отверждения.
Матрица технических характеристик: композитные материалы против стандартных линий.
| Возможности / Модуль | Типовые линии пултрузии | Запатентованные линии Composite-Tech | Техническое и коммерческое значение |
|---|---|---|---|
| Предварительный нагрев ровинга | Ничего (холодные, влажные волокна попадают в ванну) | Да (удаление влаги и пропитки) | Устраняет дефекты и пустоты, возникающие в результате отверждения под воздействием влаги. |
| Подготовка поверхности волокна | Никаких (инертные волокна обладают низкой поверхностной энергией). | Запатентованный DBD с холодной плазмой | Увеличивает прочность связи между волокном и смолой на молекулярном уровне. |
| Технология пропитки | Базовая ванна для погружения / открытая ванна | Трехступенчатая система для влажной ванны (США + скребок + решетка) | Гарантирует содержание пустот (стандарт ASTM D7957). |
| Регулировка объема смолы | Карты ручного стеклоочистителя (нестабильные) | Калиброванная пневматическая сжимающая сетка | Точное дозирование смолы; предотвращает образование хрупких зон с избытком смолы. |
| Коэффициент отходов смолы | 3%–8% от общего потребления | < 1,5% из-за активного повторного использования сети | Прямая экономия на сырье до 15 000 тонн в год на каждую производственную линию. |
| Печи и предварительная обработка | Только конвекционное отопление | Усилитель ИК-излучения короткого диапазона + многозонные печи | Запускает процесс отверждения изнутри; увеличивает скорость линии. |
| Метод охлаждения | Прямая подача холодной воды (термический шок) | 2-ступенчатая система: регулируемый поток воздуха + вода | Предотвращает образование микротрещин и расслоение структуры. |
Экономический анализ: эффективность использования материалов и контроль смол.
Смола — самый дорогой материал. сырье Компонент в производстве композитных материалов, стоимость которого составляет приблизительно 100 0 ...
Расчет стоимости смолы за метр (#3 / арматура 10 мм)
Для арматуры из стекловолокна диаметром 10 мм, весом приблизительно tely:
- Целевой состав: стекловолокно () и смоляная матрица ().
- Идеальная стоимость смолы за метр:
Цена неэффективности (типовая открытая ванная комната)
Без пневматической прижимной сетки Composite-Tech стандартные станки страдают от колебаний содержания смолы, часто работая с недостаточным содержанием смолы (или теряя излишки материала из-за стекания):
- Расход смолы при 25%: смолы.
- Стоимость смолы за метр:
- Дополнительные расходы: $0,0225 за метр в виде отходов смолы.
При годовой производительности линии CT6 в 4,25 миллиона метров:
Почему это важно для владельцев бизнеса: калиброванный ракель и прецизионная сетка Composite-Tech обеспечивают идеально сбалансированное соотношение материалов. Исключается потеря смолы, что позволяет экономить около 100 000 долларов в год на каждой производственной линии за счет сокращения эксплуатационных расходов.
Практический контрольный список: Как обеспечить соответствие стандартам ASTM D7957 и ACI 440
- Активация холодной плазмы: Убедитесь, что плазменный резак DBD работает со стабильным электрическим полем, чтобы максимизировать энергию поверхности волокна.
- Калибровка сушилки для ровницы: включите предварительный нагреватель ровницы как минимум на определенную мощность, чтобы испарить влагу до контакта волокна со смолой.
- Регулировка процесса пропитки: контролируйте температуру ровинга, чтобы убедиться в полном термическом разложении избытка органических смазочных материалов.
- Установите ультразвуковую частоту: настройте кавитационную ванну таким образом, чтобы она активно разрушала уплотнение волоконных пучков, не повреждая сами волокна.
- Регулировка давления в скребке: отрегулируйте давление в пневматическом цилиндре скребка в соответствии с вязностью вашей смоляной системы.
- Калибровка сетки для отжима: Убедитесь, что калиброванная сетка очищена от застывшей смолы и выровнена таким образом, чтобы поддерживать целевую объемную долю волокон ( ).
- Проверка градиентов отверждения: используйте многозонную нагреваемую пултрузионную матрицу с ПИД-регулятором для гарантирования определенной степени отверждения. .
- Контроль охлаждения: Убедитесь, что двухступенчатый модуль охлаждения работает (сначала воздух, затем вода), чтобы предотвратить внутреннее термическое микротрещинообразование.
Часто задаваемые вопросы: Подробные технические вопросы по пултрузионной пропитке
Почему в вашем оборудовании не используется технология закрытого литьевого формования под давлением?
Закрытая инжекционная пултрузия (CIP) хорошо подходит для простых профилей, но имеет существенные недостатки при производстве многорядной арматуры. Она требует очень сложных и дорогостоящих литьевых форм, которые легко забиваются при использовании быстротвердеющих смол. Наша предварительная обработка в сочетании с трехступенчатой влажной ванной обеспечивает такое же низкое содержание пустот () и нулевой уровень отходов, но со значительно меньшей сложностью обслуживания и настройки.
Что именно делает холодная плазма со стекловолокном?
Это приводит к микротравлению (наношероховатости) и внедрению полярных кислородных групп ( ) на поверхность волокна. Это изменяет химическую природу волокна, повышая смачиваемость поверхности и создавая ковалентные связи с полимерной матрицей.
Вреден ли предварительный нагрев ровинга для стекловолокна?
Нет. Стекловолокно и базальтовое волокно выдерживают температуру до определенного значения без потери структурной целостности. Предварительный нагрев удаляет только органические компоненты пропитки и влагу, что очень полезно для адгезии.
Как работает пневматический скребок?
В устройстве используется набор пневматических цилиндров, которые прижимают калиброванное металлическое лезвие (скребок/ракель) к движущемуся волокнистому листу. Это физически заставляет жидкую смолу проникать глубоко в волокна, выдавливая из них весь воздух.
Можно ли использовать винилэфирную и эпоксидную смолы в одной ванне?
Да. Ванна из нержавеющей стали совместима с эпоксидными, винилэфирными и полиэфирными смолами. Очистка и замена смолы занимают около 1 часа.
Почему сжимающая решетка превосходит резиновые дворники?
Резиновые уплотнители быстро изнашиваются, что приводит к неравномерности диаметра арматуры. Наша прижимная сетка изготовлена из износостойкой стали, обеспечивая фиксированный механический зазор, гарантирующий абсолютную стабильность размеров и точное содержание смолы.
Что произойдет, если ровницу не предварительно нагреть?
Задержанная влага будет расширяться внутри нагретой формы для отверждения, образуя внутренние пузырьки пара (расслоение) и микропоры, что приведет к тому, что арматура не пройдет испытание на водопоглощение по стандарту ASTM D7957.
Сколько операторов необходимо для работы на линии CT6?
Благодаря полностью автоматизированной системе подачи, предварительной обработки, намотки и резки волокна, на смену требуется всего один оператор.
Подходят ли ваши трубопроводы для базальтового волокна (BFRP)?
Да. Обработка волокон и трехступенчатая ванна очень эффективны для базальтовых волокон, которые по своей природе требуют глубокого пропитывания для предотвращения щелочной деградации.
Каков типичный срок службы фильтрационной системы в ванной?
Встроенная фильтрующая решетка рассчитана на непрерывную работу и требует механической очистки только во время планового технического обслуживания в течение смены.
Как вы гарантируете температуру стеклования (Tg)?
Сочетая наш усилитель предварительной полимеризации с использованием коротковолнового ИК-излучения и 5-зонные нагреваемые туннельные печи, мы обеспечиваем полную и равномерную полимеризацию по всей толщине и поверхности арматурного стержня.
Где производится оборудование Composite-Tech?
Все наши станки проектируются и производятся на современном заводе в Кишиневе, Молдова, и поставляются по всему миру.
Заключение
В 2026 году индустрия пултрузии перестала ориентироваться на скорость — теперь она ориентирована на сертифицированную точность. Поскольку глобальные строительные нормы и правила вводят строгие стандарты, такие как... АСИ 440.11-22, Производители, использующие устаревшие системы с открытыми ваннами, лишаются доступа к рынку.
Запатентованная технологическая система Composite-Tech, включающая активацию поверхности холодной плазмой, предварительный нагрев ровинга и трехступенчатую пропиточную ванну, представляет собой абсолютную вершину инженерного дела в области композитных материалов. Выбирая наше оборудование, вы инвестируете в высокодоходную автоматизированную производственную систему, которая гарантирует мгновенное соответствие требованиям, нулевые отходы материала и лучшие на рынке характеристики продукции.
Прекратите тратить деньги на отходы смолы и несертифицированную продукцию. Свяжитесь с нашей инженерной командой сегодня, чтобы получить индивидуальный план размещения производства, подробный расчет рентабельности инвестиций в сырье и демонстрацию нашей запатентованной технологии холодной плазмы.
Узнать больше: Часто задаваемые вопросы – Оборудование Composite-Tech и технологии GFRP