إجابة سريعة
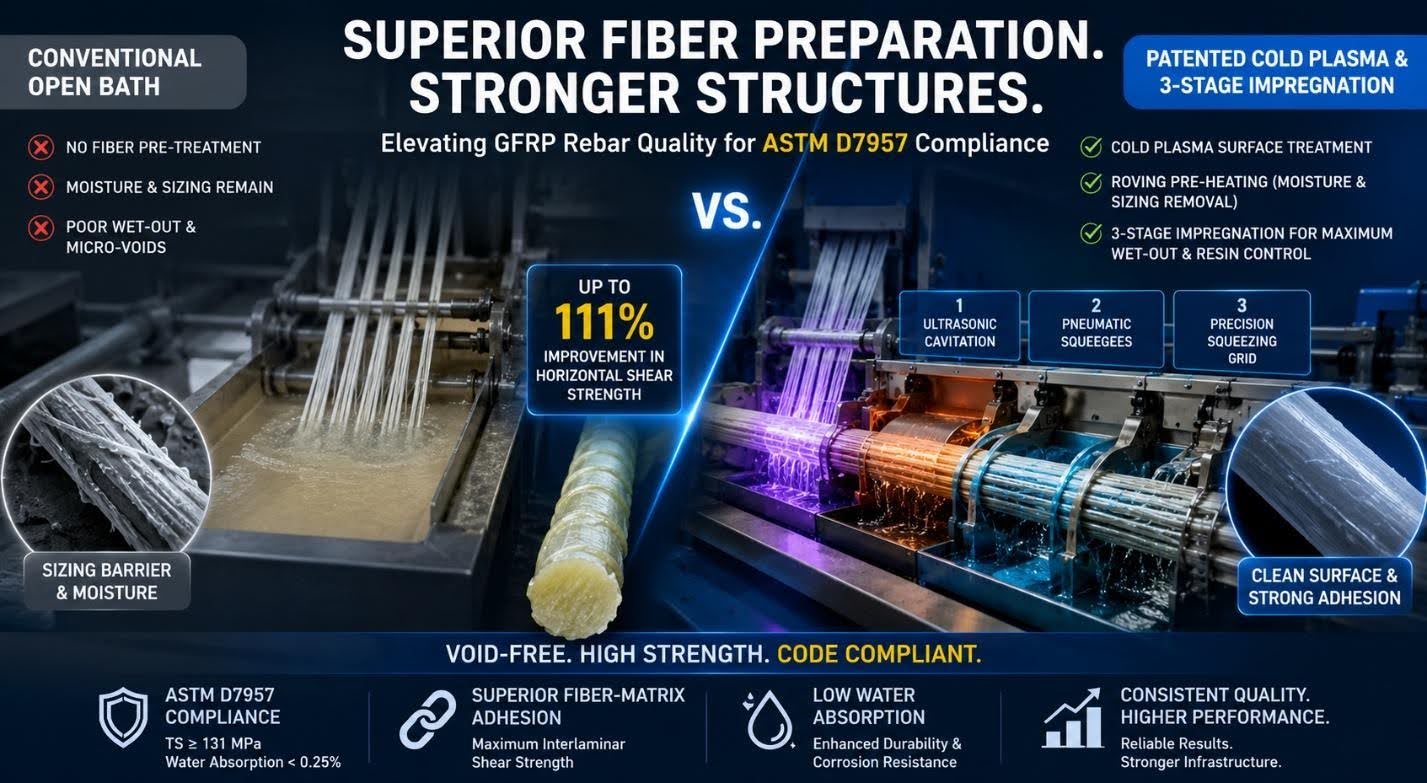
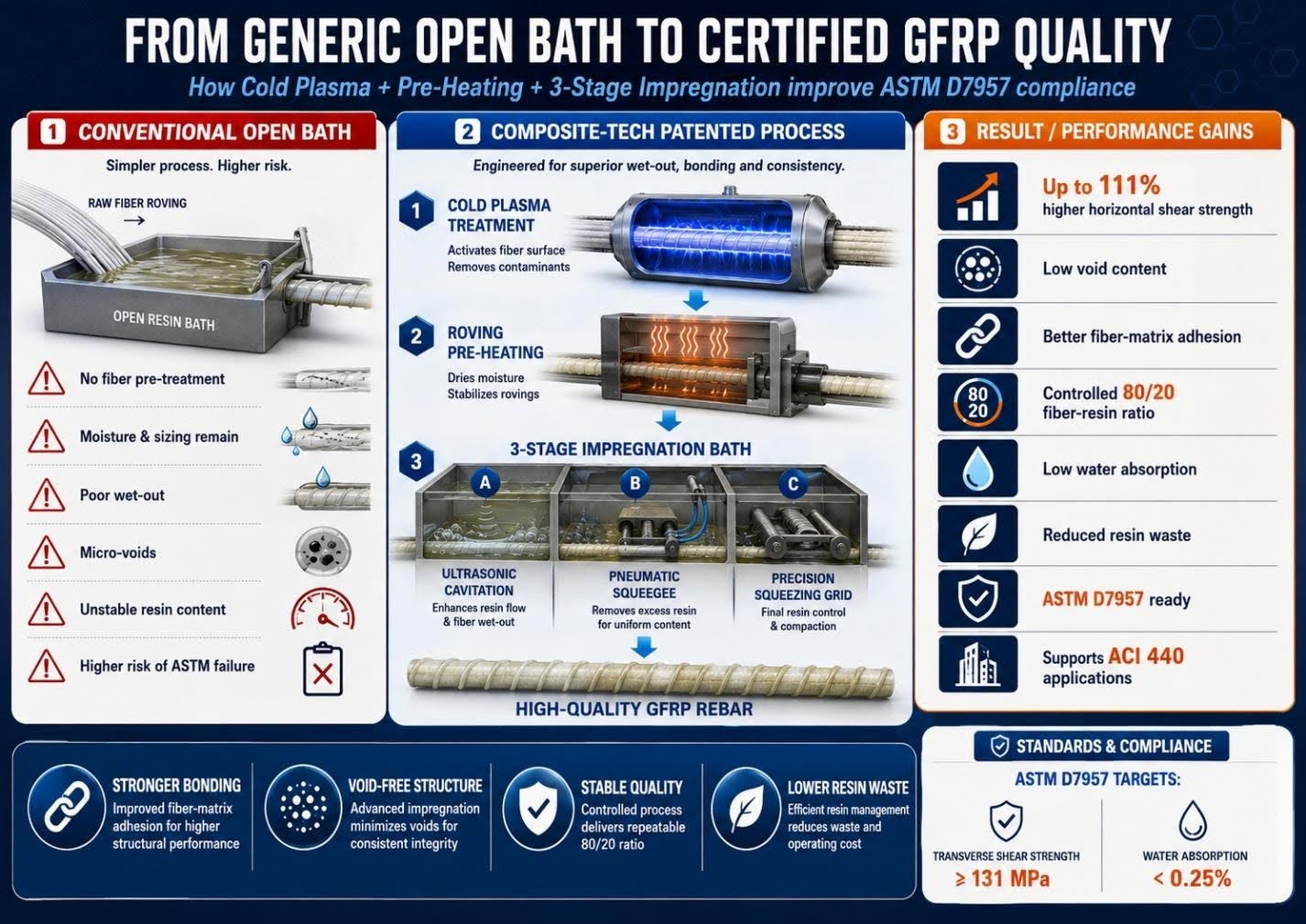
- المشكلة: تستخدم خطوط السحب القياسية أحواضًا مفتوحة أساسية بدون معالجة مسبقة للألياف، مما يؤدي إلى احتباس الرطوبة، وحواجز التحجيم العضوية، والفراغات الدقيقة، وضعف التصاق الراتنج.
- الحل: تستخدم شركة Composite-Tech معالجة مسبقة حاصلة على براءة اختراع لتكييف الألياف مقترنة بحمام تشريب متطور من 3 مراحل لتحقيق ربط مثالي بين الألياف والراتنج.
- معالجة البلازما الباردة: تعمل البلازما الجوية غير الحرارية على تغيير التركيب الجزيئي لألياف الزجاج/البازلت، مما يؤدي إلى إدخال مجموعات وظيفية قطبية تزيد بشكل كبير من طاقة السطح والتصاق الراتنج.
- التسخين المسبق المتنقل: يعمل التكييف الحراري على تبخير الرطوبة المحتبسة وحرق المواد العضوية المكونة لطبقة التحجيم السيلانية، مما يخلق مواقع نشطة نقية ويحرر مساحة مجهرية لاختراق الراتنج العميق.
- التشريب ثلاثي المراحل: يدمج التجويف بالموجات فوق الصوتية لفتح حزم الألياف، والمساحات الهوائية للترطيب الميكانيكي القسري، وشبكة ضغط دقيقة تقوم في نفس الوقت بضغط الراتنج الزائد وفرض التشبع العميق مع تنظيم نسب الراتنج إلى الألياف بإحكام.
- تحسين الأداء: تؤدي هذه السلسلة التقنية إلى إنتاج مركبات خالية من الفراغات مع تحسين يصل إلى 111% في قوة القص الأفقي وضمان الامتثال لمعيار ASTM D7957.
لماذا هذا مهم؟
بالنسبة لمشتري B2B الذين يقيمون آلات السحب، يُعدّ تحضير سطح الألياف وتشريبها من أهم العوامل المحددة لجودة المنتج. من المتوقع أن يصل حجم سوق حديد التسليح المركب العالمي إلى 1.68 مليار دولار بحلول عام 2035، ولكن قوانين البناء الصارمة مثل ACI 440.11-22 و ASTM D7957 تتطلب هذه المواد حدًا أدنى من مقاومة القص العرضي ومعدل امتصاص الماء أقل من . لا تستطيع آلات الحمام المفتوح الأساسية تلبية هذه المعايير لأنها تعجز عن إزالة المواد العضوية المتراكمة والرطوبة التي تمنع الترابط الكيميائي بين الألياف ومصفوفة الراتنج. تعمل المعالجة المسبقة الحاصلة على براءة اختراع من Composite-Tech وعملية الحمام الرطب المنظمة ثلاثية المراحل على القضاء على الأسباب الجذرية لتدهور المواد المركبة، مما يضمن إنتاج مصنعك باستمرار لمنتجات معتمدة وعالية الجودة.
كيمياء الالتصاق: لماذا يُعدّ كلٌّ من التحجيم والرطوبة عدوًّا لألياف الزجاج المقوى بالبلاستيك؟
تُصنّع ألياف الزجاج والبازلت بطبقة سطحية عضوية تُسمى التغليف (مكونات من مواد بوليمرية مُشكّلة للأغشية، وعوامل اقتران السيلان، ومواد تشحيم) لحمايتها من التآكل أثناء عملية اللف. ورغم أن التغليف ضروري لسهولة التعامل معها، إلا أنه يُمثل عائقًا ماديًا رئيسيًا أمام عملية السحب عالية الأداء.
1. حاجز السيلان ومواد التشحيم
تمنع طبقة البارافين والسيليان السميكة ذات الجودة الصناعية، والمطبقة على الخيوط الخام، الراتنجات المتصلبة حرارياً الحديثة (مثل الإيبوكسي أو فينيل إستر) من التلامس على المستوى الجزيئي مع لب السيليكا. ويؤدي هذا التبلل الضعيف إلى ترك فجوات مجهرية على طول سطح التلامس بين الألياف.
2. التلوث بالرطوبة
تتميز الألياف الزجاجية بخاصية الاسترطاب العالية، حيث تمتص الرطوبة المحيطة. وإذا ما دخلت هذه الرطوبة مباشرةً إلى حوض الراتنج، فإنها تُعطّل حركية بلمرة الراتنج، مما يؤدي إلى عدم اكتمال عملية التصلب، وظهور فراغات دقيقة، وزيادة الحساسية على المدى الطويل لتأثير القلويات من محاليل مسام الخرسانة.
لماذا هذا الأمر مهم للمصنعين: بدون تعديل السطح النشط والتحضير الحراري، ستختلف قوة القص بين الطبقات (ISS) لقضبان التسليح النهائية بشكل كبير، مما يتسبب في رفض الدفعات أثناء اختبارات المختبرات الخارجية.
المعالجة المسبقة لتكييف الألياف: ابتكار حاصل على براءة اختراع من شركة كومبوزيت-تك
قبل أن تلامس الألياف حمام الراتنج،, خطوط كومبوزيت-تك إخضاع الخيوط لعملية تهيئة ثنائية المراحل تُهيئ السطح لتحقيق أقصى قدر من الالتصاق:
المرحلة الأولى: تعديل سطح البلازما الباردة الحاصل على براءة اختراع
Composite-Tech وهي شركة رائدة عالميًا في دمج البلازما الباردة غير المتوازنة (بلازما الغلاف الجوي ذات درجة الحرارة المنخفضة) مباشرة على خط السحب.
- الفيزياء: عندما يمر الخيط عبر مجال بلازما التفريغ الحاجز العازل الموضعي (DBD)، تقوم الأنواع شديدة التفاعل (الأيونات والجذور الحرة والذرات المثارة وفوتونات الأشعة فوق البنفسجية) بقصف سطح الألياف.
- الكيمياء: هذا القصف يكسر روابط الكربون والهيدروجين الخاملة على سطح الألياف ويغرس مجموعات وظيفية تحتوي على الأكسجين (مثل الهيدروكسيل والكربونيل والكربوكسيل).
- النتيجة: تنخفض زاوية تلامس الماء مع الألياف بشكل كبير، وترتفع طاقة السطح الحرة بشكل حاد. ينتج عن ذلك سطح شديد القطبية وقابل للترطيب بدرجة عالية، يجذب الراتنج كيميائياً، مما يحسن الترابط بين الأسطح على المستوى الجزيئي.
المرحلة الثانية: التسخين المسبق للنسيج المتحرك بدرجة حرارة عالية
بعد تنشيط البلازما مباشرةً، تدخل الألياف إلى مسخن مسبق متحرك عالي الكفاءة ومغلق.
- إزالة الرطوبة: تعمل هذه الوحدة عند درجات حرارة صناعية معايرة، وتقوم بتبخير الرطوبة المتغلغلة في أعماق حزم الألياف بشكل كامل.
- التدهور الحراري الناتج عن التحجيم: تعمل الحرارة الشديدة على تحويل وتحلل البارافين العضوي الزائد ومكونات طبقة التشحيم على الخيوط.
- فتح المساحة: تعمل هذه العملية على "فتح" المسافة المجهرية بين الخيوط الفردية، تاركة مواقع نشطة نظيفة ومنشطة حرارياً جاهزة لامتصاص مصفوفة البوليمر.
حمام التشريب الرطب ثلاثي المراحل: تحقيق تشبع 100%
بمجرد أن تصبح الألياف نشطة كيميائياً وجافة ونظيفة، تدخل وحدة التشريب من كومبوزيت-تك. على عكس أحواض الغمر الأساسية حيث تطفو الألياف ببساطة عبر الراتنج السائل، تستخدم كومبوزيت-تك حمامًا ثلاثي المراحل عالي الهندسة لتحقيق تشريب كامل:
المرحلة أ: التجويف بالموجات فوق الصوتية
تم تجهيز الحجرة الأولى من الحمام الساخن بمحولات طاقة فوق صوتية تصدر موجات عالية التردد () مباشرة في مصفوفة الراتنج السائل.
- تؤدي هذه الطاقة إلى حدوث تجويف عابر، مما يخلق فقاعات دقيقة تتمدد وتنهار بسرعة.
- تعمل النفاثات الدقيقة الناتجة على تشتيت أي فقاعات دقيقة متبقية من الهواء المحبوس بقوة وتدفع الراتنج إلى أعماق حزمة الألياف المتحركة، مما يحقق ترطيبًا مثاليًا للخيوط الأساسية.
المرحلة ب: الضغط باستخدام ممسحة هوائية
مع تقدم الخيوط، تمر تحت مكشطة ميكانيكية شديدة التحمل يتم التحكم فيها بواسطة أسطوانات هوائية عالية الدقة.
- تقوم الممسحة الهوائية بممارسة ضغط ميكانيكي مستمر ومتحكم فيه على صفيحة الألياف المتحركة، مما يؤدي إلى دفع وضغط الراتنج السائل فعليًا في الفراغات بين الألياف.
المرحلة ج: شبكة ضغط دقيقة معايرة
قبل الخروج من الحمام، تمر قطعة القماش المبللة عبر شبكة ضغط مصممة خصيصًا (отжимная решетка).
- تؤدي هذه الشبكة وظيفة مزدوجة: فهي تضغط في نفس الوقت على أي راتنج سطحي زائد - مما يمنع هدر المواد - بينما تضغط ميكانيكياً على المادة الرابطة المتبقية بعمق في القلب.
- تسمح هذه الآلية للآلة بتنظيم نسبة الراتنج إلى الألياف بدقة (نسبة الألياف إلى الراتنج بالوزن)، مما يضمن عدم وجود فائض من الراتنج مع الحفاظ على تشبع عميق وموحد.
لماذا هذا مهم للمهندسين: إن إدارة النسبة الدقيقة بين الألياف والراتنج تمنع ظهور بقع غنية بالراتنج أو جافة من الألياف، والتي تعد السبب الرئيسي للتشقق الدقيق وتشوهات الشكل أثناء مرحلة المعالجة.
مصفوفة الأداء التقني: خطوط الإنتاج المركبة مقابل الخطوط العامة
| القدرة / الوحدة | خطوط السحب العامة | خطوط حاصلة على براءة اختراع من شركة كومبوزيت-تك | الأهمية التقنية والتجارية |
|---|---|---|---|
| التسخين المسبق المتنقل | لا شيء (الألياف الباردة والرطبة تدخل الحمام) | نعم (إزالة الرطوبة والتحجيم) | يزيل عيوب المعالجة والفراغات الناتجة عن الرطوبة. |
| تحضير سطح الألياف | لا شيء (الألياف الخاملة لها طاقة سطحية منخفضة) | تقنية البلازما الباردة الحاصلة على براءة اختراع | يضاعف قوة الرابطة بين الألياف والراتنج على المستوى الجزيئي. |
| تقنية التشريب | حوض غمر أساسي / حوض استحمام مفتوح | حوض استحمام رطب ثلاثي المراحل (أمريكي + ممسحة + شبكة) | يضمن عدم وجود محتوى باطل (وفقًا لمعيار ASTM D7957). |
| التحكم في حجم الراتنج | بطاقات المسح اليدوية (غير متناسقة) | شبكة ضغط هوائية معايرة | جرعات دقيقة من الراتنج؛ تمنع المناطق الهشة الغنية بالراتنج. |
| معدل نفايات الراتنج | 3%–8% من إجمالي الاستهلاك | < 1.5% بسبب إعادة تدوير الشبكة النشطة | توفير مباشر في المواد الخام يصل إلى $15,000 سنوياً لكل خط إنتاج. |
| الأفران والمعالجة المسبقة | التدفئة بالحمل الحراري فقط | معزز الأشعة تحت الحمراء قصيرة الموجة + أفران متعددة المناطق | يبدأ عملية الشفاء من الداخل إلى الخارج؛ ويزيد من سرعة الخط. |
| طريقة التبريد | نفث الماء البارد المباشر (الصدمة الحرارية) | مرحلتان: هواء متحكم به + ماء | يمنع التشققات الدقيقة وانفصال الطبقات الهيكلية. |
التحليل الاقتصادي: كفاءة المواد والتحكم في الراتنج
الراتنج هو الأغلى ثمناً المواد الخام يُعدّ الراتنج مكونًا أساسيًا في صناعة المواد المركبة، وتتراوح تكلفته بين tely و$3.00 دولار أمريكي/كجم للإيبوكسي أو فينيل الإستر عالي الجودة. وتُعتبر إدارة استهلاك الراتنج أمرًا بالغ الأهمية لربحية المصنع.
حساب تكلفة الراتنج لكل متر (#3 / حديد تسليح 10 مم)
لقضبان التسليح المصنوعة من الألياف الزجاجية المقواة بالبلاستيك (GFRP) بقطر 10 مم ووزن تقريبي tely:
- التركيب المستهدف: ألياف زجاجية () ومصفوفة راتنجية ().
- التكلفة المثالية للراتنج لكل متر:
تكلفة عدم الكفاءة (حمام مفتوح عام)
بدون شبكة الضغط الهوائي من شركة Composite-Tech، تعاني الآلات العامة من انحراف محتوى الراتنج، وغالبًا ما تعمل عند محتوى الراتنج (أو تهدر المواد الزائدة من خلال الجريان السطحي):
- استهلاك الراتنج عند 25%: من الراتنج.
- تكلفة الراتنج للمتر الواحد:
- التكلفة الزائدة: $0.0225 لكل متر من الراتنج المهدر.
بإنتاج سنوي يبلغ 4.25 مليون متر على خط CT6:
لماذا يُعدّ هذا الأمر مهمًا لأصحاب الأعمال؟ تضمن الممسحة المُعايرة والشبكة الدقيقة من Composite-Tech توازنًا مثاليًا لنسب المواد. كما يتم التخلص من هدر الراتنج، مما يوفر ما يقارب 100,000 دولار سنويًا لكل خط إنتاج في تكاليف التشغيل.
قائمة التحقق العملية: كيفية ضمان الامتثال لمعايير ASTM D7957 و ACI 440
- تفعيل البلازما الباردة: تأكد من أن شعلة بلازما DBD تعمل بمجال كهربائي مستقر لزيادة طاقة سطح الألياف إلى أقصى حد.
- معايرة مجفف الخيوط: قم بتشغيل سخان الخيوط المسبق على الأقل لتبخير الرطوبة قبل ملامسة الألياف للراتنج.
- ضبط حجم الاحتراق: راقب درجات حرارة الغزل لضمان اكتمال التحلل الحراري للمواد التشحيمية العضوية الزائدة.
- ضبط تردد الموجات فوق الصوتية: اضبط حمام التجويف لكسر ضغط حزمة الألياف بشكل فعال دون إتلاف الألياف.
- ضبط ضغط الممسحة: اضبط ضغط الأسطوانة الهوائية للممسحة ليتناسب مع خصائص لزوجة نظام الراتنج الخاص بك.
- معايرة شبكة الضغط: تأكد من أن الشبكة المعايرة خالية من الراتنج المتصلب ومحاذاتها للحفاظ على نسبة حجم الألياف المستهدفة ( ).
- التحقق من تدرجات المعالجة: استخدم قالب السحب المسخن متعدد المناطق بدقة PID لضمان درجة معينة من المعالجة. .
- التحكم في التبريد: تأكد من أن وحدة التبريد ذات المرحلتين تعمل (الهواء أولاً، ثم الماء) لمنع حدوث تشقق حراري داخلي دقيق.
الأسئلة الشائعة: أسئلة فنية معمقة حول التشريب بالبثق
لماذا لا يتم استخدام تقنية السحب بالحقن المغلق في آلاتكم؟
تُعدّ تقنية السحب بالحقن المغلق (CIP) فعّالة للمقاطع البسيطة، لكنها تعاني من عيوب كبيرة في تصنيع حديد التسليح متعدد الخطوط. فهي تتطلب قوالب حقن معقدة ومكلفة للغاية، وتتعرض للانسداد بسهولة عند استخدام الراتنجات سريعة التصلب. أما معالجتنا المسبقة، بالإضافة إلى حمام الترطيب ثلاثي المراحل، فتُحقق نفس نسبة الفراغات المنخفضة ( ) وانعدام النفايات، ولكن مع صيانة وإعداد أبسط بكثير.
ما الذي يفعله البلازما الباردة فعلياً بالألياف الزجاجية؟
تُحدث هذه العملية حفرًا دقيقًا (خشونة نانوية) وتُغرس مجموعات أكسجين قطبية على سطح الألياف. يُغير هذا من الطبيعة الكيميائية للألياف، مما يزيد من قابلية سطحها للترطيب ويُنشئ روابط تساهمية مع مصفوفة البوليمر.
هل يؤدي التسخين المسبق للخيوط إلى تلف الألياف الزجاجية؟
لا. يمكن لألياف الزجاج والبازلت تحمل درجات حرارة تصل إلى حد معين دون فقدان سلامتها الهيكلية. التسخين المسبق يزيل فقط المكونات العضوية للمادة اللاصقة والرطوبة، وهو أمر مفيد للغاية للالتصاق.
كيف تعمل الممسحة الهوائية؟
تستخدم هذه الآلة مجموعة من الأسطوانات الهوائية للضغط على شفرة معدنية معايرة (مكشطة/ممسحة) على صفيحة الألياف المتحركة. هذا يدفع الراتنج السائل بقوة إلى التغلغل عميقًا في الألياف، مما يؤدي إلى إخراج أي هواء محصور.
هل يمكننا استخدام فينيل إستر وإيبوكسي في نفس الحمام؟
نعم. حوض الفولاذ المقاوم للصدأ متوافق مع راتنجات الإيبوكسي، والفينيل إستر، والبوليستر. يستغرق تنظيف نظام الراتنج وتغييره حوالي ساعة واحدة.
لماذا تعتبر شبكة الضغط أفضل من المساحات المطاطية؟
تتآكل الممسحات المطاطية بسرعة، مما يُسبب تفاوتًا في قطر حديد التسليح. أما شبكة الضغط لدينا فهي مصنوعة من الفولاذ المقاوم للتآكل، مما يوفر فجوة ميكانيكية ثابتة تضمن ثباتًا تامًا في الأبعاد ودقة في محتوى الراتنج.
ماذا يحدث إذا لم يتم تسخين الخيوط مسبقًا؟
ستتمدد الرطوبة المحتبسة داخل قالب المعالجة الساخن، مما يؤدي إلى تكوين فقاعات بخار داخلية (انفصال الطبقات) وفراغات دقيقة، مما يتسبب في فشل حديد التسليح في اختبار امتصاص الماء ASTM D7957.
كم عدد المشغلين المطلوبين لتشغيل خط إنتاج CT6؟
لا يتطلب الأمر سوى مشغل واحد لكل وردية عمل نظرًا لأنظمة تغذية الألياف والمعالجة المسبقة واللف والقطع المؤتمتة بالكامل.
هل تدعم خطوط الإنتاج الخاصة بكم ألياف البازلت (BFRP)؟
نعم. إن معالجة الألياف والحمام ثلاثي المراحل فعالة للغاية بالنسبة لألياف البازلت، والتي تتطلب بطبيعتها ترطيبًا عميقًا لمنع التدهور القلوي.
ما هو العمر الافتراضي النموذجي لنظام الترشيح في الحمام؟
تم تصميم شبكة الترشيح المتكاملة للتشغيل المستمر ولا تحتاج إلا إلى تنظيف ميكانيكي أثناء الصيانة الدورية المجدولة.
كيف تضمنون جودة المنتج؟
من خلال الجمع بين معزز المعالجة المسبقة بالأشعة تحت الحمراء ذات الموجة القصيرة وأفران الأنفاق المسخنة ذات 5 مناطق، نضمن بلمرة كاملة وموحدة في جميع أنحاء قلب وسطح حديد التسليح.
أين يتم تصنيع معدات شركة Composite-Tech؟
جميع آلاتنا مصممة ومبنية في مصنعنا الحديث في كيشيناو، مولدوفا، ويتم شحنها إلى جميع أنحاء العالم.
خاتمة
لم تعد صناعة السحب بالبثق في عام 2026 تعتمد على السرعة، بل على الدقة الموثقة. ومع تبني قوانين البناء العالمية لمعايير صارمة مثل ACI 440.11-22, يتم استبعاد الشركات المصنعة التي تعتمد على أنظمة الحمامات المفتوحة القديمة من السوق.
تمثل مجموعة تقنيات Composite-Tech الحاصلة على براءة اختراع - والتي تشمل تنشيط السطح بالبلازما الباردة، والتسخين المسبق بالخيوط، وحمام التشريب ثلاثي المراحل - قمة هندسة المواد المركبة. باختيارك معداتنا، فإنك تستثمر في نظام إنتاج آلي عالي الربحية يضمن الامتثال الفوري، وانعدام هدر المواد، وأداءً متميزًا للمنتج في السوق.
توقف عن إهدار المال على تسرب الراتنج والمنتجات غير المعتمدة. تواصل مع فريقنا الهندسي اليوم للحصول على مخطط أرضي مُخصص، وحساب مُفصل لعائد الاستثمار في المواد الخام، وعرض توضيحي لتقنية البلازما الباردة الحاصلة على براءة اختراع.
يتعلم أكثر: الأسئلة الشائعة – معدات كومبوزيت-تك وتقنية الألياف الزجاجية المقواة بالبلاستيك