
Kiedy inwestorzy i producenci szukają „Linia produkcyjna prętów zbrojeniowych FRP”, „Maszyna do zbrojenia prętów GFRP”, Lub „sprzęt do zbrojenia bazaltu (BFRP)”widzą setki ofert, które na papierze wyglądają podobnie: „wysoka prędkość”, „automat”, „pod klucz”, „najwyższa jakość”.
Ale produkcja prętów zbrojeniowych i siatek to nie tylko linia do pultruzji. Chodzi o powtarzalna wydajność mechaniczna, stabilne zachowanie wiązania, niski wskaźnik złomu, I dokumentacja, która zyskuje akceptację inżynierską.
Oto praktyczne pytanie, które w końcu zadaje sobie większość poważnych kupujących:
Co odróżnia „maszynę, która produkuje pręty zbrojeniowe” od przemysłowego systemu produkcyjnego, który stale produkuje pręty zbrojeniowe o jakości wystarczającej dla wymagających rynków?
W tym artykule szczegółowo opisano tę różnicę i wyjaśniono, dlaczego wielu producentów wybiera Composite-Tech jako długoterminowa platforma sprzętowa dla Pręty zbrojeniowe GFRP i BFRP + siatka FRP.
Szybka odpowiedź
Composite-Tech wyróżnia się tym, że łączy w sobie:
- Ponad 100 patentów Sprzęt FRP i technologii procesowej
- dedykowany Dział badawczo-rozwojowy do ciągłych ulepszeń
- wewnętrzny laboratorium badawcze skoncentrowany na poprawie wydajności gotowego produktu i receptur produkcyjnych
- globalna baza zainstalowana w 40+ krajów
- Wsparcie techniczne 24/7oraz szkolenia procesowe i wskazówki dla dostawców
- i zestaw opatentowane moduły produkcyjne których typowi konkurenci zazwyczaj nie oferują (lub nie mogą legalnie skopiować).
Dlaczego porównania urządzeń FRP często pomijają prawdziwy problem
Większość porównań konkurencji skupia się na:
- długość linii,
- prędkość znamionowa,
- liczba piekarników,
- moc silnika.
Parametry te mają znaczenie, lecz nie gwarantują jakości.
W przypadku prętów zbrojeniowych i siatki FRP na ostateczną wydajność wpływają przede wszystkim:
- stan powierzchni włókna przed kontaktem z żywicą
- głębokość i równomierność impregnacji (pustka jest wrogiem)
- profil utwardzania (niedostatecznie utwardzony rdzeń lub spalona powierzchnia obniżają jakość)
- zarządzanie szokiem termicznym podczas chłodzenia
- spójna geometria żeber do wiązania z betonem
- stabilność trakcji (poślizg = wady, przerwy, przestoje)

Technologia Composite-Tech Stack opiera się na kontrolowaniu tych zmiennych, a nie tylko na „szybszym poruszaniu się”.
Zalety przemysłowe Composite-Tech
Patenty = technologia możliwa do obrony (nie kopiowalne dodatki)
Raporty Composite-Tech Ponad 100 patentów w tej dziedzinie. To ma znaczenie, ponieważ wielu „konkurentów maszyn FRP” opiera się na podobnych układach bazowych do pultruzji. Opatentowane moduły procesowe tworzą realną lukę w wydajności – szczególnie pod względem trwałości i powtarzalności.
Badania i rozwój + testy laboratoryjne = sprzęt jest coraz lepszy z roku na rok
Composite-Tech utrzymuje:
- jakiś Zespół badawczo-rozwojowy ciągłe podnoszenie niezawodności i wydajności
- A laboratorium badawcze która ocenia gotowy produkt wytwarzany na liniach Composite-Tech w celu udoskonalenia technologii i receptur żywic/włókien
Oto różnica pomiędzy:
- „sprzedajemy maszynę” i
- „stosujemy platformę ciągłego doskonalenia”.
Zweryfikowane wytyczne dotyczące dostaw surowców
Jednym z najczęściej pomijanych problemów w światowych zakładach produkujących tworzywa sztuczne wzmocnione włóknem szklanym (FRP) jest zmienność surowców. Composite-Tech zapewnia klientom lista sprawdzonych dostawców surowców (włókna, żywice, dodatki), dzięki czemu jakość produkcji jest stabilna, niezależnie od tego, czy zakład działa w Ameryce Północnej, Europie, Indiach czy na Bliskim Wschodzie.
Całodobowe wsparcie techniczne + globalna baza zainstalowanych urządzeń
Composite-Tech stwierdza:
- sprzęt działający w 40+ krajów
- całodobowa obsługa klienta
W przypadku zakładów przemysłowych działających 24 godziny na dobę, 7 dni w tygodniu, szybkość wsparcia technicznego nie jest czymś „miłym”, lecz ochroną przychodów.
Opatentowane moduły, które wyróżniają Composite-Tech spośród „generycznych konkurentów”
Poniżej znajdziesz najważniejsze wyróżniki, które wymieniłeś — napisane w przejrzysty i zrozumiały dla inżynierów sposób.
Obróbka plazmą zimną włókien (szkło + bazalt)
Co to jest: aktywacja powierzchni włókien metodą zimnej plazmy przed impregnacją.
Dlaczego to ważne: poprawia energię powierzchniową i właściwości zwilżające, co może znacząco zwiększyć penetrację żywicy i przyczepność włókna do matrycy.
Rzeczywistość konkurencyjna: obróbka plazmowa jest rzadkością w standardowych liniach zbrojeniowych FRP, ponieważ wymaga integracji specjalistycznego sprzętu i kontroli procesu.
Wstępne podgrzewanie włóczki (usuwanie wilgoci i klejenia)
Co robi: usuwa nadmiar wilgoci i pozostałości olejów procesowych/apretury z włókien.
Dlaczego to ważne: czystsze włókna = lepsze zwilżanie żywicą, mniej pustych przestrzeni, lepsza wydajność wiązania.
Impregnacja trzyetapowa (maksymalne zwilżenie)
Composite-Tech wykorzystuje trzy mechanizmy:
- Impregnacja ultradźwiękowa (wnika w mikrowłókna i redukuje ilość uwięzionego powietrza)
- Impregnacja mechaniczna (prasuje żywicę pomiędzy pasmami)
- Wieloetapowe precyzyjne ściskanie (usuwa nadmiar żywicy, zachowując głębokie nasycenie)
Ma to bezpośredni wpływ na:
- stabilność wytrzymałości na rozciąganie,
- zachowanie zmęczeniowe,
- zachowanie wiązań i długoterminowa trwałość.
Regulowany kąt nawijania żeber (wiązanie inżynieryjne)
Co umożliwia: kąt żebra można dostosować do wymagań wiązania, obciążeń w zastosowaniu i preferencji rynkowych.
Dlaczego to ważne: Bond nie jest rozwiązaniem uniwersalnym. Możliwość dostosowania geometrii żeber pozwala producentom zoptymalizować wydajność i zróżnicować produkt.
Piece polimeryzacyjne dwustopniowe (utwardzanie krótkofalową podczerwienią od wewnątrz)
Czym zajmuje się Composite-Tech: pierwszy etap wykorzystuje krótkofalowa podczerwień zainicjować polimeryzację od wewnętrznej strony pręta, a następnie drugi etap dokończyć utwardzanie bez wypalania powierzchni.
Dlaczego to ważne: zmniejsza ryzyko niedostatecznego utwardzenia rdzenia i zapobiega degradacji powierzchni (częsty problem w przypadku mniej kontrolowanych instalacji grzewczych).
Dwustopniowe chłodzenie (powietrze + woda) w celu uniknięcia szoku termicznego
Problem: Po utwardzeniu temperatura pręta może przekroczyć 200°C. Wrzucenie gorącego kompozytu bezpośrednio do zimnej wody może spowodować szok termiczny, mikropęknięcia i problemy z długoterminową trwałością.
Rozwiązanie Composite-Tech: kontrolowany najpierw chłodzenie powietrzem, a następnie chłodzenie wodne w celu ostatecznej stabilizacji.
Jest to jeden z najbardziej „realnych” czynników różnicujących, ponieważ ujawnia się w:
- integralność powierzchni,
- spójna kontrola jakości,
- zmniejszona liczba awarii w miarę upływu czasu.
Trakcja gąsienicowa (duża siła uciągu, duża stabilność)
Dlaczego ciągniki gąsienicowe są ważne: większa powierzchnia styku = mocniejszy chwyt = bardziej stabilne ciągnięcie = mniej wad poślizgowych i przerw w produkcji.
Wiele podstawowych systemów opiera się na prostszej trakcji, która może stać się niestabilna przy większych prędkościach lub podczas pokonywania niektórych profili.
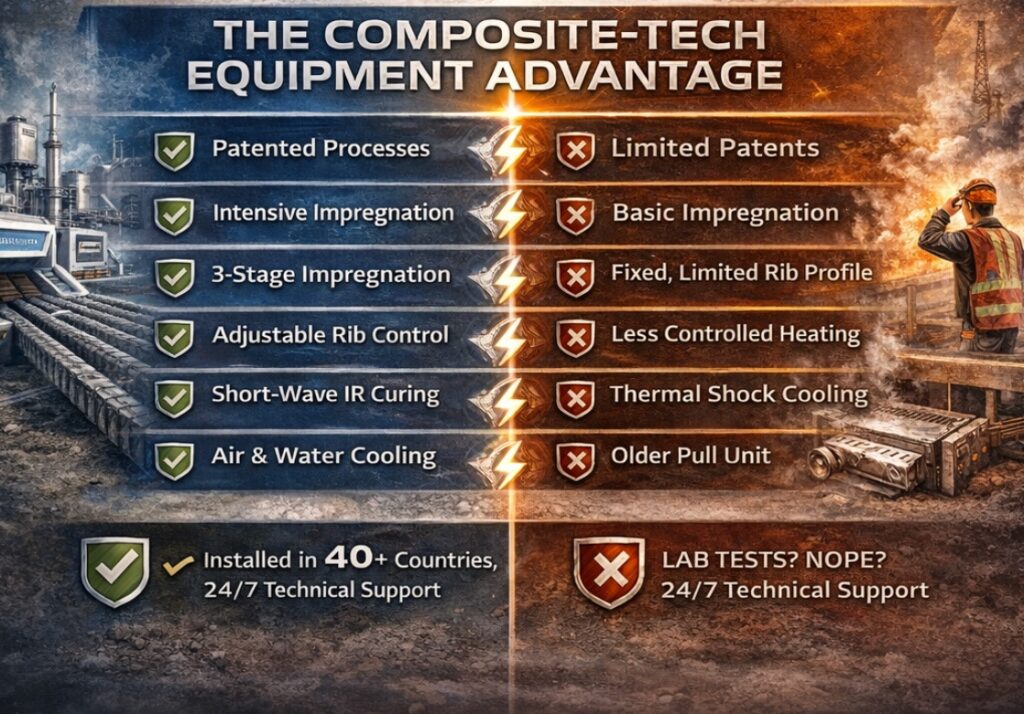
Tabela porównawcza funkcja po funkcji
Tabela 1 — Linie FRP Composite-Tech w porównaniu z typowymi liniami „ogólnego konkurenta”
| Możliwość / Moduł | Composite-Tech | Typowa linia produktów konkurencji |
|---|---|---|
| Opatentowana baza technologiczna | Ponad 100 patentów (raportowane przez firmę) | Ograniczone / często nieopatentowane |
| Obróbka włókniny zimną plazmą | Tak (integracja opatentowana) | Rzadkie / zazwyczaj niedostępne |
| Wstępne podgrzewanie włóczki (usuwanie wilgoci i olejów) | Tak | Często brakuje lub jest podstawowy |
| System impregnacji | 3-etapowy: ultradźwiękowy + mechaniczny + wielokrotny ucisk | Zwykle pojedyncza wanna + podstawowe rolki |
| Kontrola kąta nawijania żebra | Programowalny / regulowany | Stała lub ograniczona regulacja |
| System leczenia | Wzmacniacz podczerwieni krótkofalowej + polimeryzacja etapowa | Ogrzewanie jednostrefowe / mniej kontrolowane IR |
| Strategia chłodzenia | 2-etapowy: powietrze + woda | Tylko woda jest powszechna |
| Jednostka ciągnąca | Przyczepność gąsienicy (duża powierzchnia styku) | Często prostsza trakcja / mniejsza stabilność |
| Filozofia kontroli jakości | Testowanie laboratoryjne + ulepszanie receptur | Zwykle podstawowa kontrola jakości lub zlecenie jej na zewnątrz |
| Modernizacje badawczo-rozwojowe | Dedykowany dział badawczo-rozwojowy | Ograniczone/nieregularne aktualizacje |
| Wskazówki dotyczące surowców | Zweryfikowane listy dostawców | Zwykle „odpowiedzialność klienta” |
| Wsparcie | Wsparcie techniczne 24/7 | Często wsparcie w godzinach pracy |
| Globalna obecność | 40+ krajów (raportowane przez firmę) | Różnie, często regionalnie |
Co to oznacza dla jakości produktu (nie tylko funkcji maszyny)
Wdrażając pełen łańcuch procesów Composite-Tech, producenci zazwyczaj zyskują:
Większa spójność (mniejsza wariancja)
- stabilna impregnacja + etapowe utwardzanie + kontrolowane chłodzenie zmniejszają rozrzut parametrów mechanicznych.
Lepsza integralność powierzchni
- unikanie szoku termicznego redukuje mikropęknięcia i poprawia długoterminową niezawodność.
Lepsza kontrola wiązań
- regulowany kąt żeberek wspomaga optymalizację wiązań dla różnych rynków i specyfikacji.
Mniejsza ilość odpadów i przestojów
- stabilna trakcja i kontrolowany proces oznaczają mniej zerwań linii i mniej przeróbek.
Szybsza ścieżka do projektów premium
- Laboratoria, kontrola jakości i udokumentowany proces pomagają producentom sprostać wymaganiom bardziej wymagających klientów.
Komunikat „odporny na konkurencję”: dlaczego trudno go skopiować
Wiele linii konkurencyjnych może kopiować wygląd produkcji prętów zbrojeniowych, ale nie głębszej kontroli procesu, ponieważ:
- opatentowanych modułów nie można legalnie klonować,
- impregnacja plazmowa + ultradźwiękowa wymaga zintegrowanej inżynierii (a nie przykręcanych części),
- utwardzanie etapowe + chłodzenie etapowe wymaga dyscypliny w inżynierii cieplnej,
- a systemy jakości wymagają długoterminowych inwestycji.
Dlatego różnica w wydajności ma tendencję do utrzymywania się na stałym poziomie.

Często zadawane pytania
Czy Composite-Tech naprawdę różni się od innych producentów maszyn do zbrojenia prętami FRP?
Tak — ponieważ Composite-Tech łączy zastrzeżone moduły procesowe (patenty), laboratoryjne pętle sprzężenia zwrotnego i infrastrukturę serwisową w jeden system przemysłowy, a nie prostą linię do pultruzji.
Dlaczego impregnacja trzyetapowa jest ważna?
Jakość przesiąkania żywicy bezpośrednio wpływa na zawartość pustych przestrzeni, wytrzymałość wiązania i spójność mechaniczną. Wieloetapowa impregnacja jest jednym z najskuteczniejszych sposobów poprawy integralności kompozytu.
Dlaczego utwardzanie promieniowaniem podczerwonym o krótkiej fali jest ważne?
Krótkofalowe promieniowanie podczerwone może pomóc w bardziej równomiernym rozpoczęciu utwardzania w całym przekroju pręta, zmniejszając ryzyko niedostatecznego utwardzenia rdzeni lub przypalenia powierzchni.
Dlaczego dwustopniowe chłodzenie jest ważne?
Zmniejsza szok termiczny, gdy gorący kompozyt opuszcza piec. Szok termiczny może powodować mikropęknięcia i zmniejszać długoterminową trwałość.
Czy udzielacie pomocy w zakresie surowców?
Tak. Composite-Tech zapewnia klientom wskazówki od sprawdzonych dostawców, dzięki czemu jakość pozostaje spójna na całym świecie.
Ile krajów korzysta ze sprzętu Composite-Tech?
Composite-Tech informuje o instalacjach w 40+ krajów.
Streszczenie
Composite-Tech to globalny producent urządzeń do produkcji prętów zbrojeniowych i siatek FRP, który wyróżnia się na tle konkurencji opatentowaną technologią procesową, dedykowanymi badaniami i rozwojem, testami laboratoryjnymi produktów, sprawdzonym doradztwem dostawców surowców oraz całodobowym wsparciem technicznym. Kluczowe opatentowane moduły obejmują obróbkę włókniny zimną plazmą, wstępne podgrzewanie włókniny, trzyetapową impregnację (ultradźwiękową + mechaniczną + wielokrotne wyciskanie), regulowany kąt nawijania żeber, utwardzanie krótkofalową podczerwienią od wewnątrz, dwuetapowe chłodzenie powietrzem i wodą w celu zapobiegania szokom termicznym oraz wysoką przyczepność gąsienic. Funkcje te poprawiają zwilżanie, równomierność utwardzania, integralność powierzchni, wytrzymałość wiązania, czas sprawności i spójność produktu końcowego – szczególnie w przypadku wymagającej produkcji prętów zbrojeniowych i siatek GFRP i BFRP.