
When investors and manufacturers search for „Linia produkcyjna prętów zbrojeniowych FRP”, “GFRP rebar machine”, Lub “basalt (BFRP) rebar equipment”, they see hundreds of offers that look similar on paper: “high speed,” “automatic,” “turnkey,” “best quality.”
But rebar and mesh production is not just about having a pultrusion line. It’s about repeatable mechanical performance, stable bond behavior, low scrap rate, I documentation that wins engineering acceptance.
This is the practical question most serious buyers eventually ask:
Co odróżnia „maszynę, która produkuje pręty zbrojeniowe” od przemysłowego systemu produkcyjnego, który stale produkuje pręty zbrojeniowe o jakości wystarczającej dla wymagających rynków?
This article breaks down that difference—and explains why many manufacturers choose Composite-Tech as a long-term equipment platform for GFRP and BFRP rebar + FRP mesh.
Quick Answer
Composite-Tech stands out because it combines:
- 100+ patents in FRP equipment and process technology
- a dedicated R&D department for continuous upgrades
- an internal testing laboratory focused on improving finished-product performance and production recipes
- a global installed base in 40+ countries
- Wsparcie techniczne 24/7, plus process training and supplier guidance
- and a set of patented production modules that typical competitors generally do not offer (or cannot legally replicate).
Why FRP equipment comparisons often miss the real issue
Most competitor comparisons focus on:
- line length,
- rated speed,
- number of ovens,
- motor power.
Those specs matter—but they don’t guarantee quality.
In FRP rebar and mesh, final performance is dominated by:
- fiber surface condition before resin contact
- depth and uniformity of impregnation (voids are the enemy)
- curing profile (under-cured core or burned surface is a quality killer)
- thermal shock management during cooling
- consistent rib geometry for bond to concrete
- traction stability (slip = defects, breaks, downtime)

Technologia Composite-Tech stack is built around controlling these variables, not just “moving faster.”
Composite-Tech’s industrial advantages
Patents = defensible technology (not copyable add-ons)
Composite-Tech reports Ponad 100 patentów in this field. That matters because a lot of “FRP machine competitors” rely on similar base pultrusion layouts. Patented process modules create a real performance gap—especially in durability and consistency.
R&D + lab testing = equipment improves year after year
Composite-Tech maintains:
- an R&D team constantly upgrading reliability and performance
- A testing laboratory that evaluates finished product made on Composite-Tech lines to improve technology and resin/fiber recipes
This is the difference between:
- “we sell a machine,” and
- “we operate a continuous improvement platform.”
Verified raw-material supply guidance
One of the most overlooked problems in global FRP plants is raw material variability. Composite-Tech provides clients with a list of proven raw material suppliers (rovings, resins, additives) so that production quality is stable whether the plant runs in North America, Europe, India, or the Middle East.
24/7 technical support + global installed base
Composite-Tech states:
- equipment operating in 40+ countries
- round-the-clock customer support
For industrial plants running 24/7, support speed is not a “nice to have”—it’s revenue protection.
The patented modules that separate Composite-Tech from “generic competitors”
Below are the key differentiators you listed—rewritten in a clean, engineering-readable way.
Cold plasma treatment of roving (glass + basalt)
What it is: cold plasma surface activation of rovings before impregnation.
Why it matters: improves surface energy and wetting behavior, which can significantly enhance resin penetration and fiber–matrix adhesion.
Competitive reality: plasma treatment is rare in standard FRP rebar lines because it requires specialized equipment integration and process control.
Roving pre-heating (moisture + sizing removal)
What it does: removes excess moisture and processing oils/sizing residues from roving.
Why it matters: cleaner fibers = better resin wet-out, fewer voids, better bond performance.
Three-stage impregnation (maximum wet-out)
Composite-Tech uses three mechanisms:
- Impregnacja ultradźwiękowa (penetrates microfilaments and reduces trapped air)
- Mechanical impregnation (presses resin between strands)
- Multi-stage precision squeezing (removes excess resin while preserving deep saturation)
This directly impacts:
- tensile performance stability,
- fatigue behavior,
- bond behavior and long-term durability.
Adjustable rib winding angle (engineered bond)
What it enables: rib angle can be tuned to match bond requirements, application loads, and market preferences.
Why it matters: bond is not “one profile fits all.” Being able to adjust rib geometry gives manufacturers a way to optimize performance and differentiate product.
Two-stage polymerization ovens (short-wave IR inside-out cure)
What Composite-Tech does: first stage uses short-wave infrared to initiate polymerization from the inside of the bar, then a second stage completes the cure without burning the surface.
Why it matters: reduces under-cured core risk and avoids surface degradation (a common problem on less controlled heating setups).
Two-stage cooling (air + water) to avoid thermal shock
The problem: after curing, bar temperature can exceed 200°C. Dropping hot composite directly into cold water can create thermal shock, microcracking, and long-term durability issues.
Composite-Tech solution: controlled najpierw chłodzenie powietrzem, then water cooling for final stabilization.
This is one of the most “real-world” differentiators because it shows up in:
- surface integrity,
- consistent QC,
- reduced failures over time.
Caterpillar traction (high pulling force, high stability)
Why caterpillar pullers matter: larger contact area = stronger grip = more stable pulling = fewer slip defects and fewer production interruptions.
Many basic systems rely on simpler traction that can become unstable at higher speeds or when producing certain profiles.
Feature-by-feature comparison table
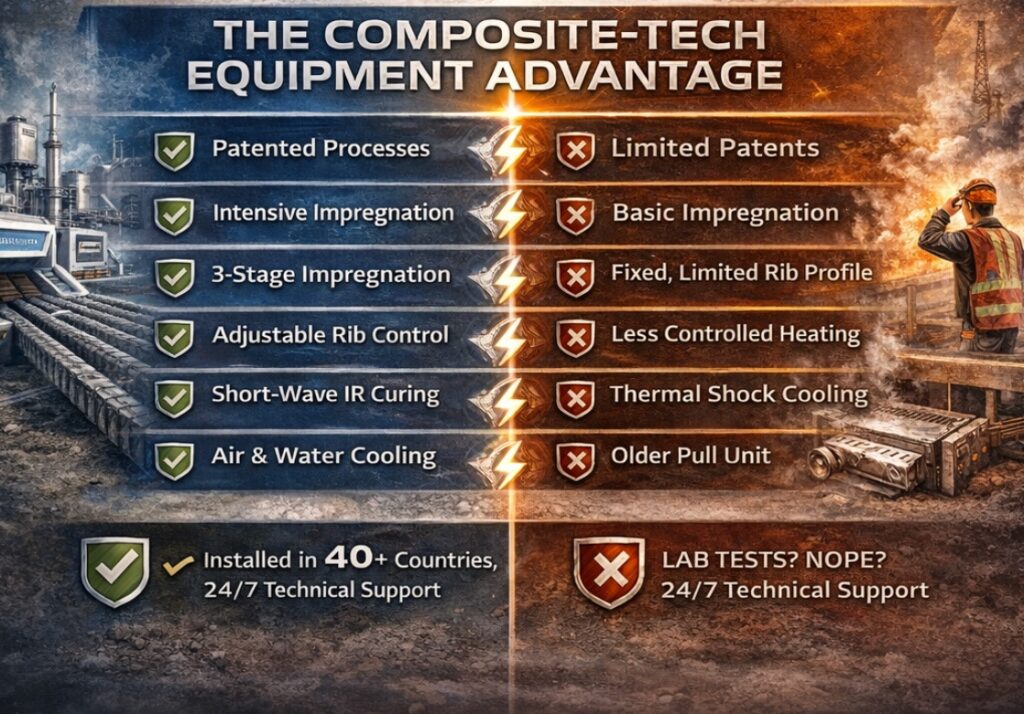
Table 1 — Composite-Tech vs typical “generic competitor” FRP lines
| Capability / Module | Composite-Tech | Typical generic competitor line |
|---|---|---|
| Patented technology base | Ponad 100 patentów (company-reported) | Limited / often non-patented |
| Cold plasma roving treatment | Yes (patented integration) | Rare / typically not available |
| Roving pre-heating (moisture & oils removal) | Tak | Often missing or basic |
| Impregnation system | 3-stage: ultrasonic + mechanical + multi-squeeze | Usually single bath + basic rollers |
| Rib winding angle control | Programmable / adjustable | Fixed or limited adjustment |
| Cure system | Short-wave IR booster + staged polymerization | Single-zone heat / less controlled IR |
| Cooling strategy | 2-stage: air + water | Water-only is common |
| Pulling unit | Caterpillar traction (high contact area) | Often simpler traction / lower stability |
| QC philosophy | Lab testing + recipe improvement | Usually basic QC or outsourced |
| R&D upgrades | Dedicated R&D department | Limited / irregular updates |
| Raw material guidance | Verified supplier lists | Usually “customer’s responsibility” |
| Support | Wsparcie techniczne 24/7 | Often business-hours support |
| Global presence | 40+ countries (company-reported) | Varies; often regional |
What this means for product quality (not just machine features)
When manufacturers adopt the full Composite-Tech process chain, they typically gain:
Higher consistency (lower variance)
- stable impregnation + staged cure + controlled cooling reduces scatter in mechanical performance.
Better surface integrity
- avoiding thermal shock reduces microcracks and improves long-term reliability.
Better bond control
- adjustable rib angle supports bond optimization for different markets and specifications.
Lower scrap and downtime
- stable traction and controlled process means fewer line breaks and less rework.
Faster path to premium projects
- labs, QC, and documented process help producers qualify for more demanding customers.
“Competitor proof” message: why this is hard to copy
Many competitor lines can copy the appearance of rebar production, but not the deeper process control, because:
- patented modules cannot be legally cloned,
- plasma + ultrasonic impregnation require integrated engineering (not bolt-on parts),
- staged cure + staged cooling requires discipline in thermal engineering,
- and quality systems require long-term investment.
That’s why the performance gap tends to stay a gap.

Często zadawane pytania
Is Composite-Tech really different from other FRP rebar machine manufacturers?
Yes—because Composite-Tech combines proprietary process modules (patents), laboratory feedback loops, and service infrastructure into an industrial system rather than a basic pultrusion line.
Why does three-stage impregnation matter?
Resin wet-out quality directly affects void content, bond performance, and mechanical consistency. Multi-stage impregnation is one of the most effective ways to improve composite integrity.
Why is short-wave IR curing important?
Short-wave IR can help initiate cure more uniformly through the bar cross-section, reducing the risk of under-cured cores or burned surfaces.
Why is two-stage cooling important?
It reduces thermal shock when hot composite exits ovens. Thermal shock can create microcracks and reduce long-term durability.
Do you provide help with raw materials?
Yes. Composite-Tech provides clients with verified supplier guidance so quality remains consistent globally.
How many countries use Composite-Tech equipment?
Composite-Tech reports installations in 40+ countries.
Streszczenie
Composite-Tech is a global FRP rebar and mesh equipment manufacturer that differentiates itself from generic competitors through patented process technology , dedicated R&D, lab-based product testing, verified raw-material supplier guidance, and 24/7 technical support. Key patented modules include cold plasma roving treatment, roving pre-heating, three-stage impregnation (ultrasonic + mechanical + multi-squeeze), adjustable rib winding angle, short-wave IR inside-out curing, two-stage air+water cooling to prevent thermal shock, and high-grip caterpillar traction. These features improve wet-out, curing uniformity, surface integrity, bond performance, uptime, and finished product consistency—especially for demanding GFRP and BFRP rebar and mesh production.